




Станок с ЧПУ для пробивки, маркировки и резки уголка, швеллерной стали и листа, JBX1612
Автор: Светлана Сюй
Моб./What’sApp: +86–1380 641 3610, Email: svetlanaxu@mail.ru

Сфера применения:
Интегрированная Линия для пробивки маркировки и отрезки швеллера и угловой стали. используется в коммуникационные вышки, стальные конструкции и опоры башни электропередачи и аксессуаров из железа.
Она отличается полностью автоматической работой, высокой эффективностью и высокой точностью.
Особенности конструкции станка
Основными узлами производственной линии являются загрузочный поперечнный стол
, подающий конвейер, устройство маркировки, блок пробивки, отрезное устройство, выходной конвейер, гидравлическая система, система управления, пневматическая система и др.
- Загрузочныйпоперечнный стол
Поперечный стол приводится двигателем и редуктором через цепь и цепное колесо. Синхронизация четырех цепей с наборными блоками совершена через три длинных оси и шесть соединительной муфт чтобы угловый сталь плавной и малошумной во время транспортировки.

- Подающийконвейер состоит из канала подачи и тележки с ЧПУ.
Канал подачи состоит из транспортировочного ролика, кронштейна, приводной рейки, спортивного ролика и так далее. Чтобы улучшить точность позиционирования оборудования, в большой рейке подолнительно установить прецизионную контрольно – измерительную рейку, которая соединяется с контрольным валом, и сигнал обратной связи передаёт в верхий компьютер через кодер.
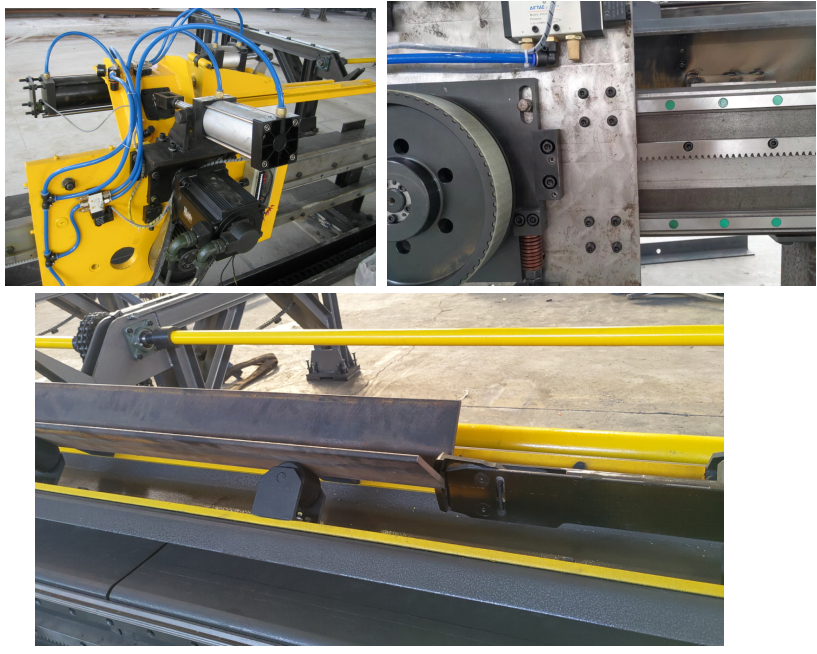
Тележка с ЧПУ состоит из подвижного кузова, зажимного корпуса, зажимного цилиндра, качающегося цилиндра, сервомотора, кодера и так далее. Во – первых, угловая сталь подается в зажим, который автоматически подается в главную части оборудования для маркировки, пробивки и резки в соответствии с инструкциями компьютера.

- Узел пробивки:
(1). На каждой стороне блока пробивки могут быть установлены три различных типа пуансон, каждый из которых оснащен цилиндром. Поршневой шток цилиндра соединен прокладкой, которая устанавливается между штоком и напором цилиндра. В соответствии с инструкциями компьютера, автоматически выбирайте пуансон, то есть выберите соответствующий цилиндр для продвижения соответствующей прокладки;



Прецизионные пробоины в швеллере производятся только на стенке швеллера.
- Устройство маркировки:

В соответствии с инструкциями компьютера маркировка производится в месте, требуемом чертежами. Для удовлетворения диапазона обработки машины также добавлен механизм ручного регулирования, который может изменять положение движущегося фюзеляжа вниз (т. е. положение заголовка), чтобы соответствовать положению маркировки угловой стали разных спецификаций.
Опция: В блоке маркировки может быть установлена дисковая печатная структура, которая делает печать более автоматизированной и быстрой.
- Бок отрезки:
Блок ножниц состоит из корпуса рамы, режущего цилиндра, механизма верхнего ножа и механизма нижнего ножа. Замена различных режущих головок в этом устройстве позволяет выполнять многопрофильную резку.
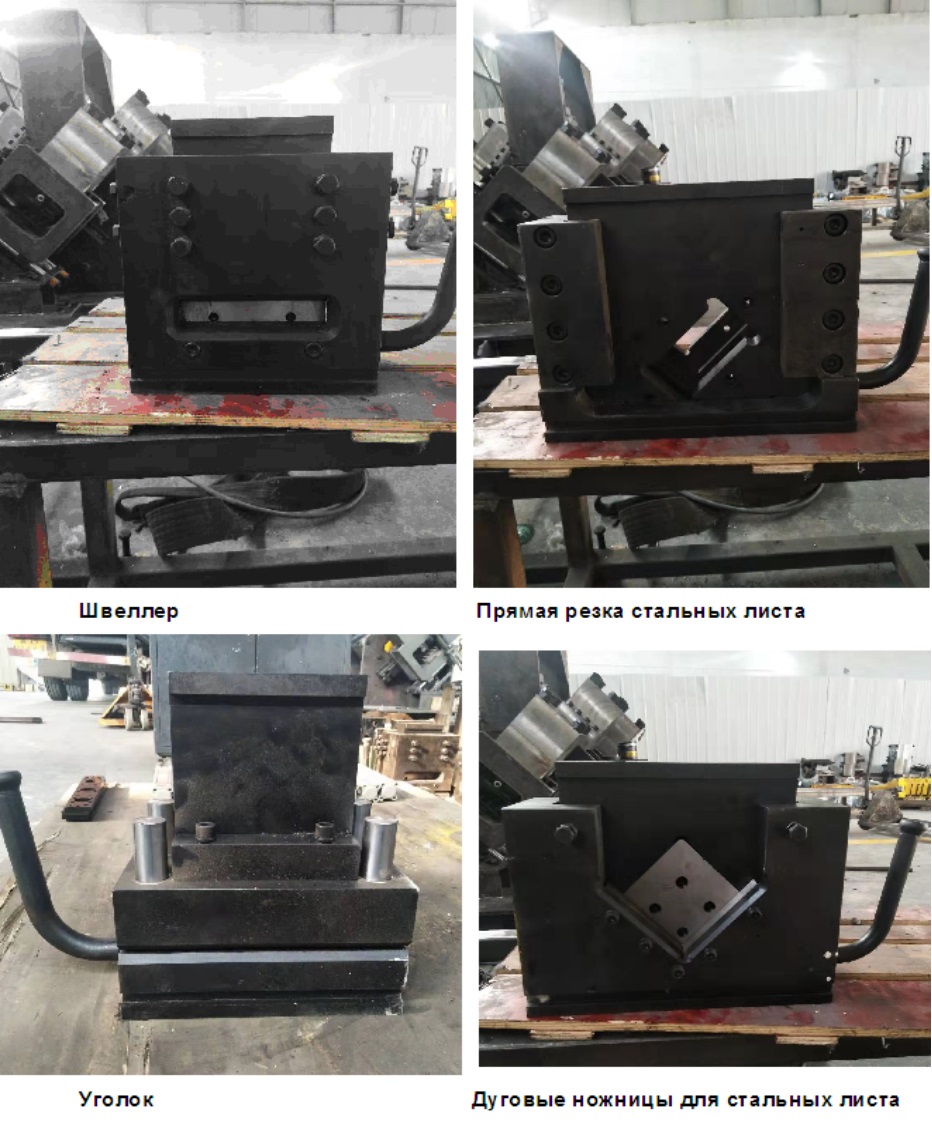
Этот станок оснащен устройством для резки угла для угловой стали меньше чем 63мм в следующем:
- Загрузки готовой продукции.
Он состоит из опорного ролика заготовки и поворотного цилиндра. Готовыепродукция размещается на левую или правую сторону.
7.Гидравлическая станция:
Гидравлическая станция состоит из масляного бака, группы насосов высокого и низкого давления, охладителя, группы главных клапанов и других групп регулирующих клапанов. Она используется для обеспечения рабочей мощности каждого цилиндра главного двигателя.
- 8. Система электрического управлениясостоит из электрического шкафа управления, пульта управления и станции управления тележкой.
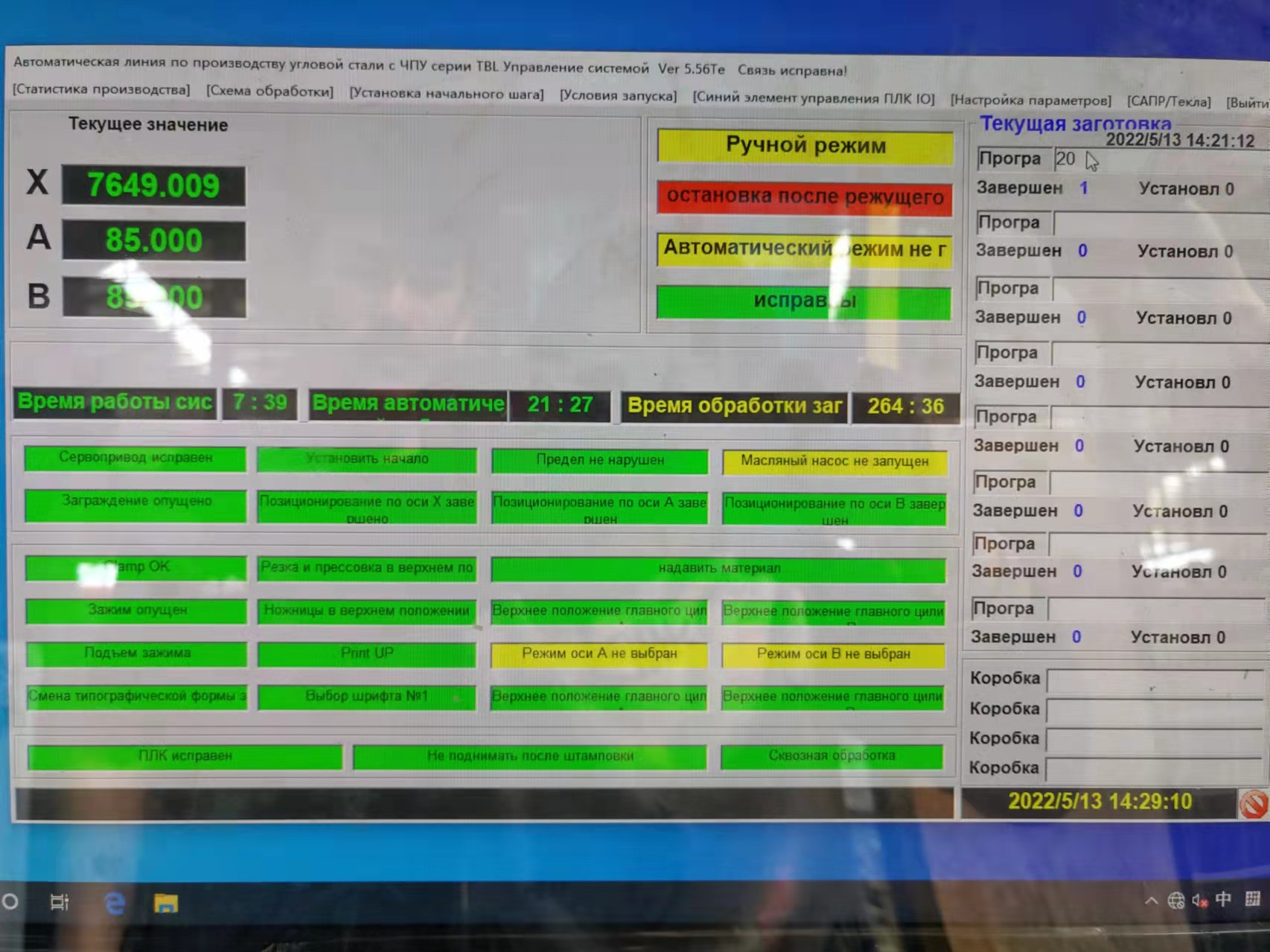
1) Станок оснащен главным компьютером в нём установлено специальное программное обеспечение для программирования заготовок. А также у него есть мощная функция, например, на экране компьютера можно отображать графику детали и проверять программу.
(2) Управляющее программное обеспечение контролирует работу машины в любое время.При возникновении неисправности на экране будут отображаться подробные сведения о причине и способе устранения неисправности.
(3) Привод осей X, A, B с ЧПУ использует усовершенствованный бесщеточный серводвигатель переменного тока для обеспечения быстрого и точного позиционирования и не требует обслуживания, максимальная скорость позиционирования по осям A и B 10 м / мин, точность позиционирования без нагрузки ± 0,01 мм, максимальная ось X позиционирование Скорость составляет 60 м / мин, а точность позиционирования без нагрузки составляет ± 0,1 мм.
Технические параметры:
| Модель | JBX1010 | JBX1210 | JBX1612 | ||
| Сфера обработки | Стальной уголок | 40x40x4-100x100x10мм | 40x40x4-125x125x12мм | 40x40x4-140x140x12мм | |
| Листовая сталь | 50×4-140×12мм | ||||
| Швеллер | 8# -14# | 8# – 16# | |||
| Длина | 9000 мм | 1200мм | |||
| Пробвика | Усилие пробивки (KN) | 800 | 900 | 1000 | |
| Количество пробивки на каждой стороне | 3 | ||||
| Диаметр штамповки | Круглый ¢26;продольный 22×50мм | ||||
| маркировка | Усилие маркировки(KN) | 630 | 950 | ||
| Количество мест для маркировки | 4 шт | ||||
| Размер заглавной буквы | 14x10x19mm | ||||
| Количество заглавных знаков | 12 шт | ||||
| Отрезка | Усилие обрезки(KN) | 1650 | 1850 | 2200 | |
| Метод обрезки | Однолезвие для уголка и швеллера; Одностороннее прямое резвие и двустороннее дуговое лезвие для листовых стали | ||||
| Метод подачи материала | цифровое управление подачи материала | ||||
| Метод подачи заготовки | Тележка | ||||
| Скорость подачи | 50-80 м/мин | ||||
| Система с ЧПУ | PLC+ Компьютер | ||||
| Точность обработки | Соответствует национальному стандарту GB2694-2010 | ||||
| Метод программирования | Auto CAD или ручной | ||||
| Функция программы | Отображение языка неисправности | ||||
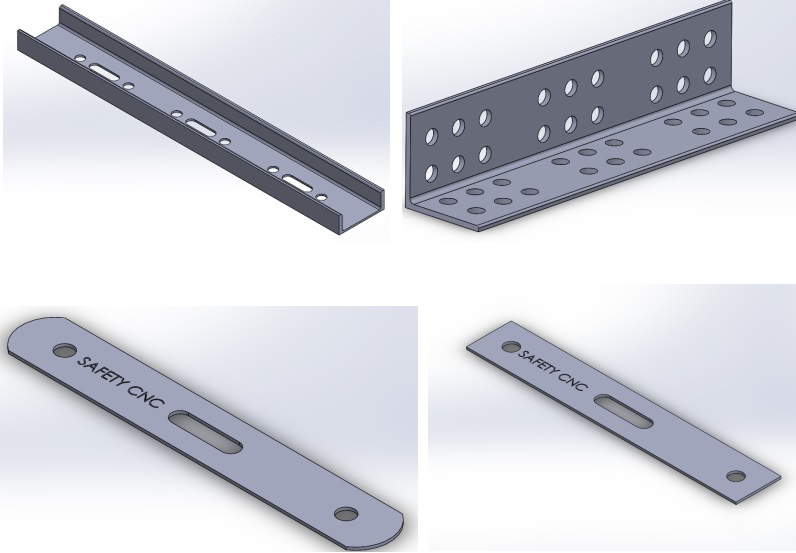
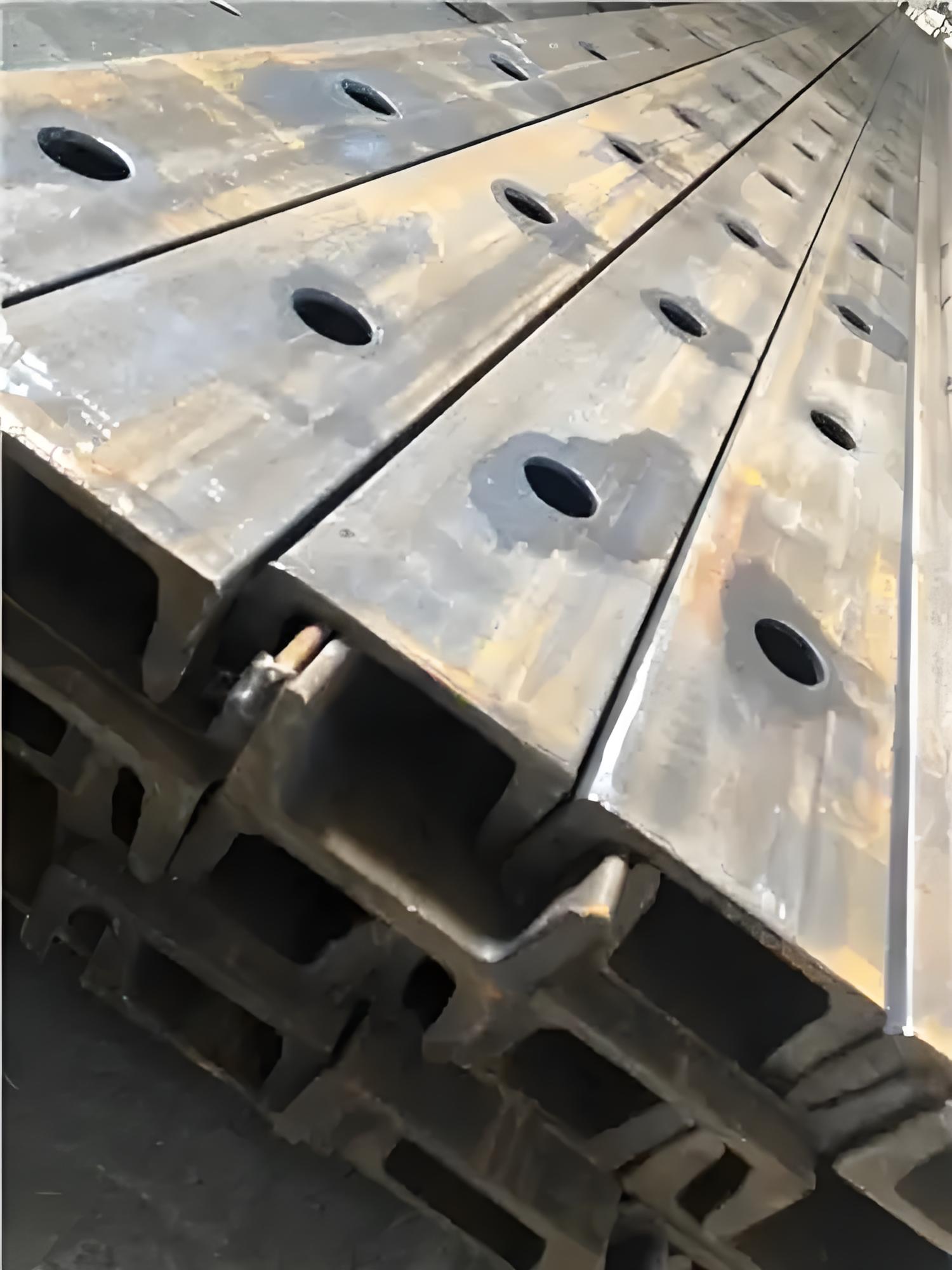
Готовые продукция:

