




Линия для пробивки, маркировки и резки листовой стали и швеллерной стали, BP1410
Автор: Светлана Сюй
Моб. телефон: +86–1380 641 3610, Email: svetlanaxu@mail.ru

Сфера применения:
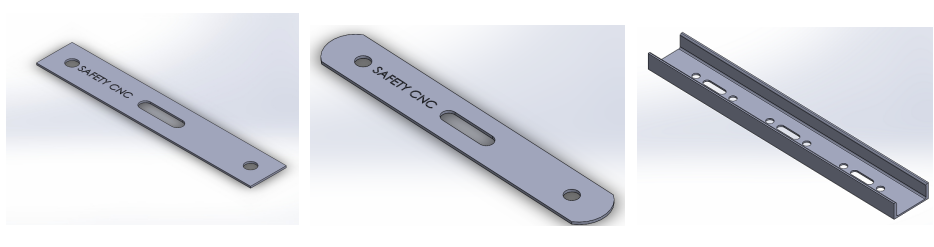
Используется в основном для штамповки, резки и маркировки швеллера, листовой стали на электрических мачтах, электро-металлических зажимах, железных аксессуарах, автомобильных листовых рессорах и других отраслях промышленности. Также возможна штамповка на швеллерной стали.
Особенности структуры продукции:
- Загрузочная часть состоит в основном из горизонтальной платформы.
Горизонтальная платформа приводится в движение двигателем и редуктором через звездочку и цепь, а также через три длинных вала и шесть самодельных муфт для синхронизации четырех цепей с блоками переключения. Таким образом, стальной уголок является стабильным и имеет низкий уровень шума во время транспортировки. Эта деталь предназначена для транспортировки стального уголка к желобу в ожидании захвата профиля от тележки.

- Подающая часть в основном состоит из питающего канала и тележки с ЧПУ.
(1) Питающий канал состоит из транспортирующих роликов, зубчатое колесо и рейки и направлящих.
В подающем канале используется высокопрочная двойная прямоугольная направляющая бренда HIWIN из Тайвана.По сравнению с традиционным роликовым каналом он обладает такими преимуществами, как высокая точность управления, низкий уровень шума, высокое сопротивление крутящему моменту, высокая скорость без вибрации и низкая скорость без ползания.
Подающая тележка состоит из корпуса тележки, зажима, зажимного цилиндра, поворотного цилиндра, серводвигателя и т. Д. Подающий канал и тележка неразделимы. Во время работы подающая тележка направляется двумя точными направляющими по каналу подачи, что обеспечивает высокую точность, стабильность, стабильность и низкий уровень шума.
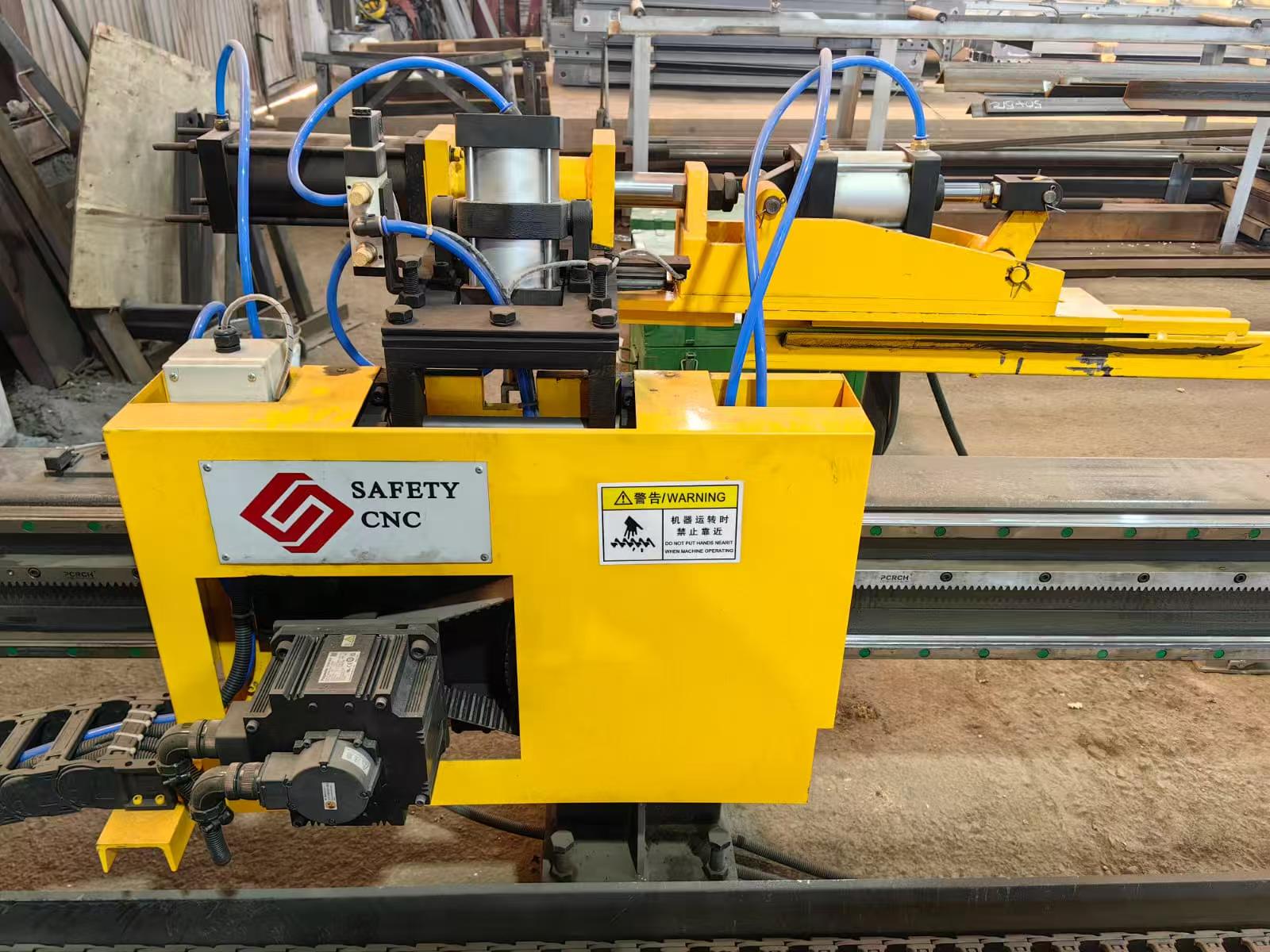
- Основной блок состоит в основном из прессовального узла, блока маркировки, пробивки и резки.
(1) Основная функция прессовального узла заключается в сжатии стального уголка, чтобы предотвратить отклонение стального уголка при напряжении и влияние на точность обработки.
(2) Блок маркировки состоит из опоры станины, закрепленной на основании машины, подвижной станины, гидравлической напорной головки и четырехпозиционного масляного цилиндра, который осуществляет перестановку четырех полей слов. Согласно инструкции компьютера, распечатайте в месте, требуемом на чертеже. Чтобы соответствовать диапазону обработки машины, добавлен механизм ручной регулировки, который можно использовать для изменения нижнего положения мобильного корпуса (а именно положения головы), чтобы адаптироваться к положению набора углов различных спецификаций.

(3) Блок пробивки: он состоит из трех корпусов, двух гидроцилиндров, двух держателей пробивки с инструменов,
двух приводных механизмов и двух сервоприводов для регулировки расстояния. В каждой стороне можно установить два пуансона разной спецификации, и каждый пуансон снабжен воздушным цилиндром. Поршневой шток цилиндра соединен со подставкой, которая установлена между штоком пуансона и напорной головкой цилиндра. В соответствии с компьютерными инструкциями пуансон выбирается автоматически, то есть соответствующий цилиндр выбирается для проталкивания соответствующей подставки;

(4) Блок ножниц состоит из корпуса рамы, режущего цилиндра, механизма верхнего ножа и механизма нижнего ножа. Замена различных режущих головок в этом устройстве позволяет выполнять многопрофильную резку.

- Загрузки готовой продукции.
Он состоит из опорного ролика заготовки и поворотного цилиндра. Готовыепродукция размещается на левую или правую сторону.

- Гидравлическая система состоит из масляного бака, группы насосов высокого и низкого давления, охладителя, группы главных клапанов и других групп регулирующих клапанов. Она используется для обеспечения рабочей мощности каждого цилиндра главного двигателя.

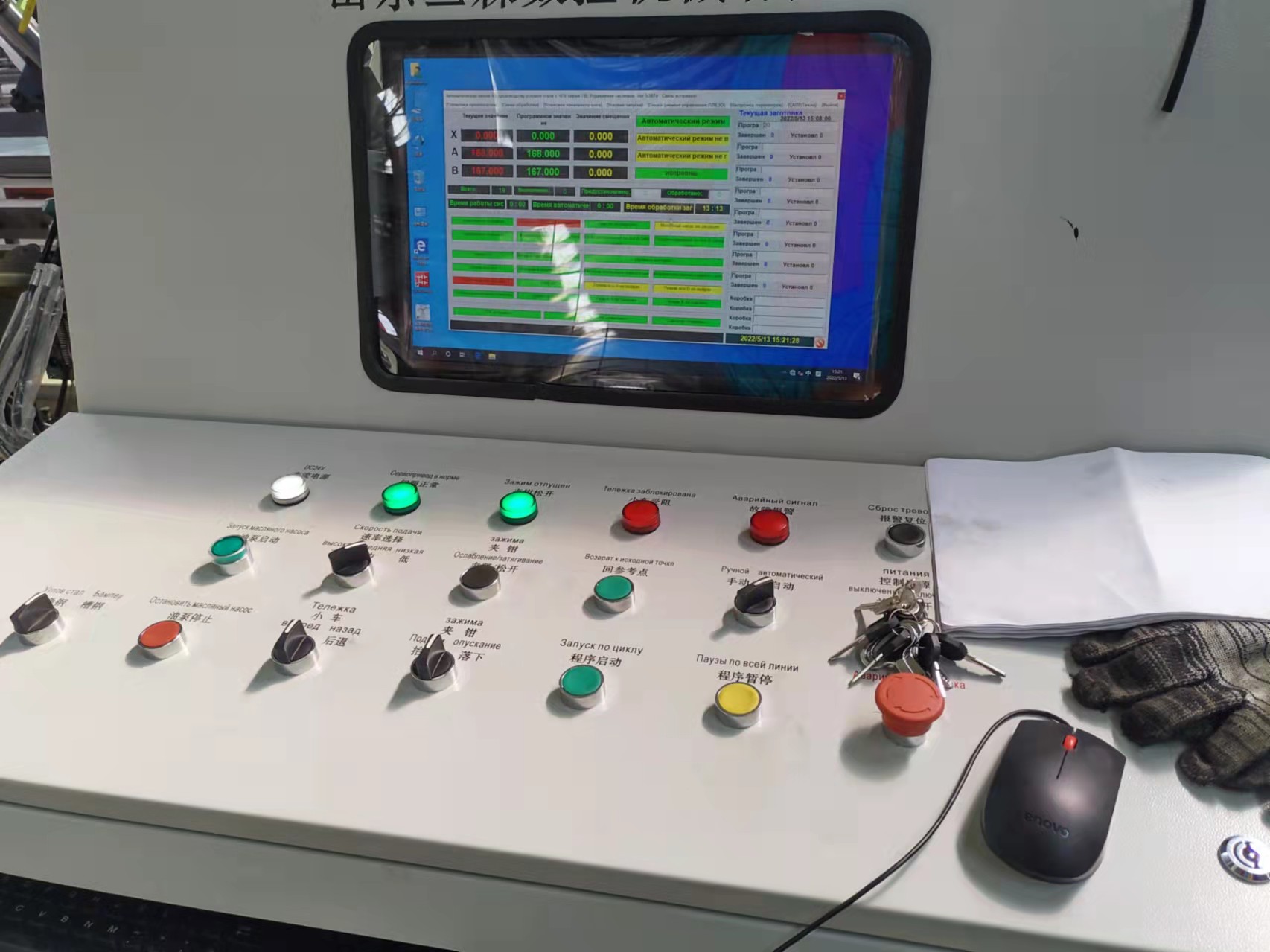
- Система электрического управления состоит из электрического шкафа управления, пульта управления и станции управления тележкой.
1) Станок оснащен главным компьютером в нём установлено специальное программное обеспечение для программирования заготовок. А также у него есть мощная функция, например, на экране компьютера можно отображать графику детали и проверять программу.
(2) Управляющее программное обеспечение контролирует работу машины в любое время.При возникновении неисправности на экране будут отображаться подробные сведения о причине и способе устранения неисправности.
Технические параметры:
| Модель | BPG1410 | |
| Сфера обработки | Листовая сталь | 40*4-140*10 мм |
| Швеллер | 8#- 14# | |
| Длина изделия | 6000 мм(можно установить согласно заказу) | |
| Пробивка | Мощность пробивки | 800KN |
| число заданных мест для штамповки | 3шт | |
| Диаметр штамповки | Круглое отверстие ¢26;продольное отверстие 22×50 мм | |
| маркировка | Мощность маркировки | 650KN |
| число заданных мест для маркировки | 4шт | |
| Размер заглавной буквы | 14x10x19 мм | |
| Количество заглавных букв | 12шт | |
| резка | Мощность обрезки | 950KN |
| Метод обрезки | Плоский единичный нож;дугообразная обрезка | |
| Система с ПЧУ | PLC+ компьютер | |
| Количество с ЧПУ | X+A+B | |
| Метод подачи материала | Тележки | |
| Скорость подачи материала | 50-80 м/мин | |
| Точность обработки | Соответствует стандарту GB2694-2010 | |
| Метод программирования | Программирование системой координат | |
| Функция программы | Отображение языка неисправности | |
