При производстве стальных конструкций 8 – Осевой Оптоволоконный лазерный станок для резки двутавра, швеллера и уголка может заменять Трёхкоординальный станок и Ленточнопильный станок, что позволяет сэкономить около 30% на стоимости закупленного оборудования и 50% на стоимости рабочей силы.
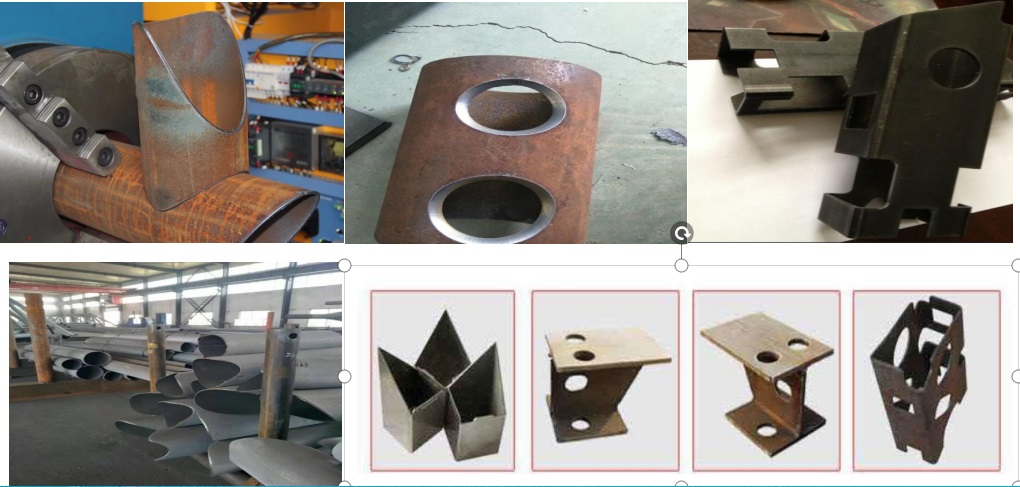
Оптоволоконный лазерный станок для резки волокна может разрезать торцы круглых труб, пересечение круглых труб с плоскостью, а также различные круглые и круглые трубы, поверхность круглых труб и сферические поверхности, трубы и поверхности, стальные швеллеры H – типа, прямоугольные трубы и квадратные трубы. Модель имеет красивый внешний вид, компактную структуру, стабильную работу, удобную в эксплуатации. Диаметр режущей трубы составляет от 30 до 200 мм, а длина режущей трубы – от 6 метров.
Компоненты и функции:
Механическая часть машины состоит в основном из рабочего стола, силового патрона и режущей головки.
Рабочий стол и силовой патрон используют общую конструкцию, механическую обработку полностью, так что продольная направляющая силового патрона остается параллельной оси, что значительно повышает точность работы машины.
2.1 На боковой стороне стола установлены две параллельные прямые направляющие, а между ними – прецизионная рама. Шестерня управляется приводной системой на движущемся корпусе для достижения продольной шестерни и зубчатой передачи.
2.2 Мощный патрон вращается через сервомотор и приводной патрон с часовым шкивом, детали приводятся патроном для достижения положительной инверсии.
Резцовая головка управляется двойным сервомотором для осевого и радиального отклонения. Соединение этих движущихся осей контролируется системой для осуществления резки линии пересечения труб.
В вращающемся устройстве машины используются два набора параллельных многокомпонентных накопителей. Во время работы просто повесьте трубопровод прямо на рабочую платформу, и два набора зажимов используются для автоматической установки оси трубопровода, чтобы реализовать погрузку и разгрузку трубопровода. Очень удобно.
Кросс – резак с ЧПУ основан на пятиосной системе ЧПУ. Соединение нескольких движущихся осей всей машины контролируется системой. Пять осей определены как:
Ось Y: детали вращаются влево и вправо по центру.
Ось X: движущееся тело перемещается влево и вправо по осевому направлению изделия.
Ось А: осевое отклонение сварочной пушки вокруг поверхности изделия.
Ось B: радиальное отклонение сварочной пушки вокруг точки резки поверхности изделия.
Ось Z: вертикальный подъем и падение факела.
Двигательная ось машины управляется сервомотором переменного тока. Системный контроль использует промышленное компьютерное управление, полностью цифровое, высокая стабильность и надежность.
Все газовые пути оснащены электромагнитными клапанами и регулирующими клапанами, которые могут легко реализовать программу резки, управляемую искусственным интеллектом. Источники кислорода, газа или плазмы транспортируются в факел по трубопроводу. Для удовлетворения потребностей различных процессов резки система подачи воздуха использует несколько наборов электромагнитных клапанов для управления открытием и закрытием различных воздушных потоков.
Основные технические параметры оборудования:
Технические характеристики режущих стальных труб
Внешний диаметр режущей трубы
30-500mm
Толщина трубки плазменной резки
30mm
Длина режущей трубы
12000mm
Круговая нагрузка
4500KGS
2, Equipment movement axis and range of motion
Movement axis
Cutting machine shaft number selection
Activity range
A-axis
pipe rotation
axis 360° free rotation
Y-axis
torch moves horizontally along the axial direction of the pipe
430mm
B-axis
torch along the axis of the pipe axis
A=±60°
C-axis
torch rotates along the radial plane of the pipe
B=±45°
Z axis
Torch vertical lifting axis
Maximum stroke 300MM
Способ загрузки стальных труб режущей машины
Круглая трубка имеет четырехсекционную конструкцию патрона, многоступенчатую роликовую раму, максимальную массу приводной трубы ведущей рамы 2 тонны, минимальное расстояние между роликами роликовой рамы: 400 Мм (конец),
4, Cutting speed
Flame cutting speed (optional)
100-750mm/min
Plasma cutting speed
1000-6000mm/min
Movement speed
10-8000mm/min
5 Точность повторного позиционирования горелки
≤± 0,03 мм; Точность позиционирования пассажирского автомобиля ≤ ± 0,03 мм; Точность установки кромок ± 0,05°