Линия для пробивки и рубки швеллерной стали в трёх стороне с ЧПУ, UL-0816

Сфера применения:
Данное оборудование в основном используется для пробивки и резки стальных уголков, швеллеров и плоских сталей в электрической мачтовой промышленности и аксессуаров из железа. В особенности пробивать отверстие в трёх стороне на швеллера.

Особенности и составляющие копоненты:
Комплектная линия состоит из таких узлов, как стол поперечной подачи заготовки, устройство опрокидывающей подачи, загрузочный канал, тележка с ЧПУ, клеймовочное устройство, дыропробивное устройство, отрезное устройство, пресс, канал готовых изделий, гидравлическая система, система управления, пневматическая система и др.
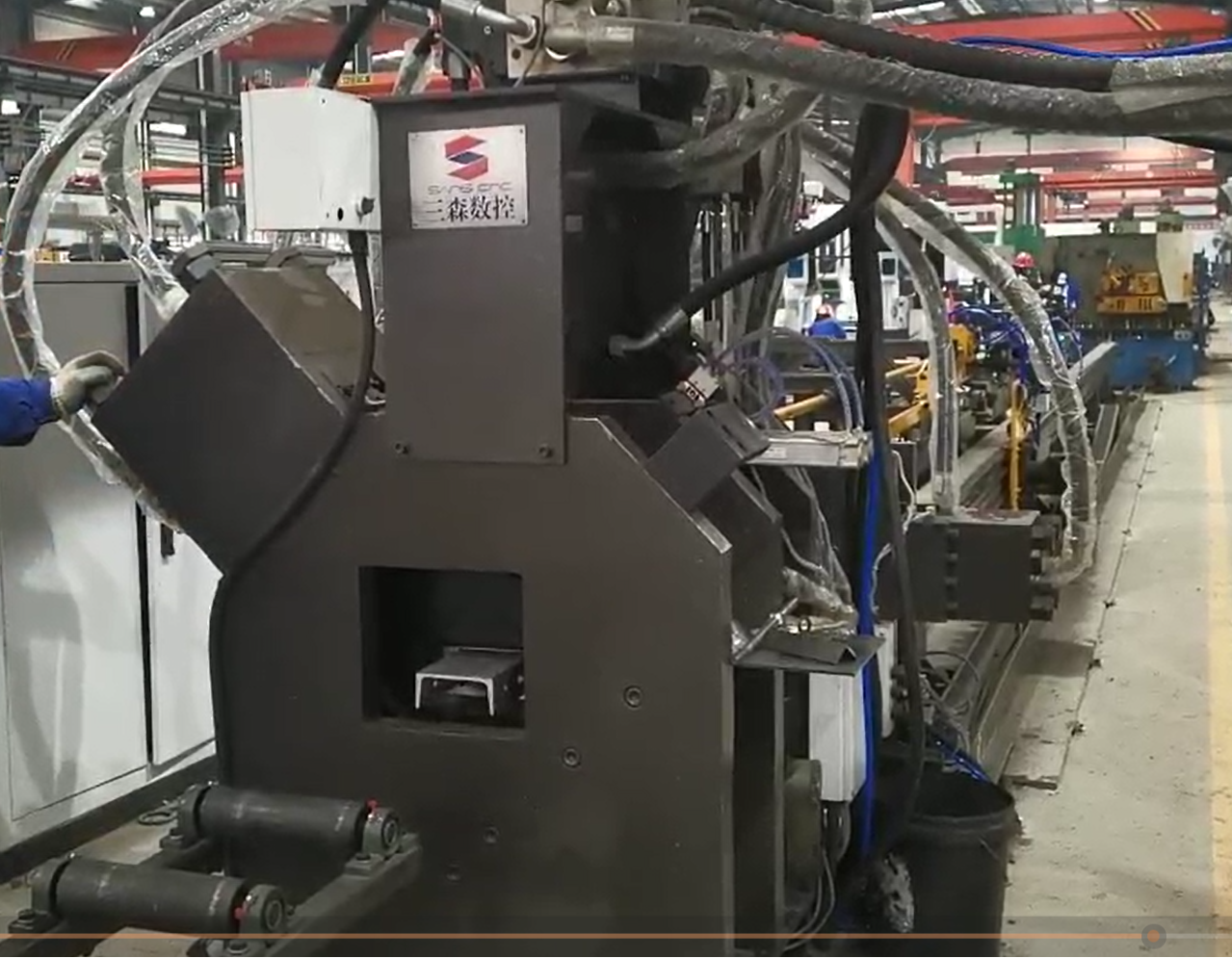
2. Главная часть станка:
Эта часть состоит из трех групп дыропробивной позиций и соответствующих прессовых частей, которые могут достигать пробивки с тремя вида отверстий на стенке швеллера плюс двупозиционированные маркировки, а также пробивки с тремя вида отверстий на фланце швеллера.
Семь групп пуансона выбран в работу через пневматический механизм отбора моделей и переключаются по программе под управлением PLC.
Боковые пробивные головки Верхние пробивные головки
Блок ножниц состоит из корпуса рамы, режущего цилиндра, механизма верхнего ножа и механизма нижнего ножа. Замена различных режущих головок в этом устройстве позволяет выполнять многопрофильную резку.
Выходной конвейер состоит из опорного ролика заготовки и поворотного цилиндра. Готовыепродукция размещается на левую или правую сторону.

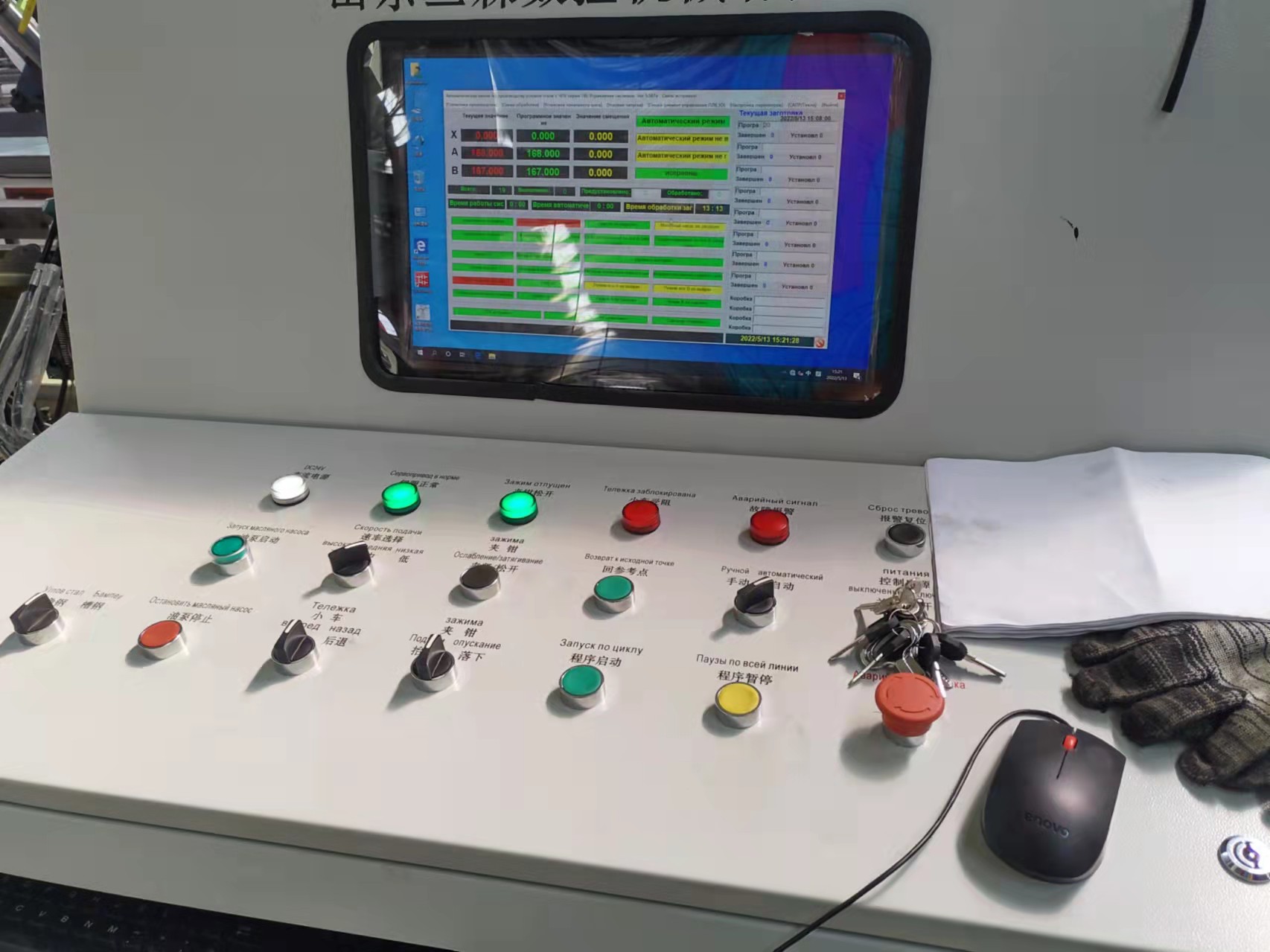
1) Станок оснащен главным компьютером в нём установлено специальное программное обеспечение для программирования заготовок. А также у него есть мощная функция, например, на экране компьютера можно отображать графику детали и проверять программу.
(2) Управляющее программное обеспечение контролирует работу машины в любое время.При возникновении неисправности на экране будут отображаться подробные сведения о причине и способе устранения неисправности.
(3) Привод осей X, A, B с ЧПУ использует усовершенствованный бесщеточный серводвигатель переменного тока для обеспечения быстрого и точного позиционирования и не требует обслуживания, максимальная скорость позиционирования по осям A и B 10 м / мин, точность позиционирования без нагрузки ± 0,01 мм, максимальная ось X позиционирование Скорость составляет 60 м / мин, а точность позиционирования без нагрузки составляет ± 0,1 мм.
Технические параметры:
| Модель | UL–0816 |
| Размер обработки Швеллера | 8#-16# |
| Мак. длина заготовки (мм) | 12000 |
| Мак. диаметр пробивки для стенки(мм) | Круглое отверстие Φ22
Овальное отверстие 22*50 |
| Мак. диаметр пробивки для фланца (мм) | Круглое отверстие Φ18
Овальное отверстие 18*50 |
| Усилие пробивки (KN) | 700 |
| Количество стороны пробивки | 3 |
| Количество пуансона | 3+3+3 |
| Количество (в ряд) | Any row |
| Ось с ЧПУ | 4 |
| Гидравлическое напряжение(MPa) | 25 |
| Метод охлаждения гидравлической системы | Воздухом |
| Пневматическое напряжение(Mpa) | 0.8 |
| Мак. скорость тележки(м/мин.) | 60 |
| Частота пробивки(раз/мин.) | 40-45 |
| Общая мощность (кВт) | 30 |
| Габарит (д*ш*в)мм | 25000*5000*2000 |
| Вес станка (T) | 13 |
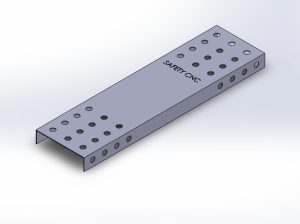
Готовые продукция:


О компании: