




















Универсальный Станок для пробивки и резки уголка, швеллера и листа с ЧПУ, JBX1010, JBX1612

Сфера применения:
Данное оборудование в основном используется для штамповки, резки и маркировки стальных уголков, швеллеров и плоских сталей в электрической мачтовой промышленности и аксессуаров из железа. Оно объединяет обработку трех профилей в один, имеет широкий спектр применения и высокую стартовую эффективность.
Особенности конструкции станка
Основными узлами производственной линии являются загрузочный поперечнный стол, подающий конвейер, устройство маркировки, блок пробивки, отрезное устройство, выходной конвейер, гидравлическая система, система управления, пневматическая система и др.
Поперечный стол приводится двигателем и редуктором через цепь и цепное колесо. Синхронизация четырех цепей с наборными блоками совершена через три длинных оси и шесть соединительной муфт чтобы угловый сталь плавной и малошумной во время транспортировки.

Главная часть станка состоит из устройства маркировки, блока пробивки и блока резания.

Замкнутая конструкция с хорошей жесткостью
Символы (36 шт/комплект: 0-9, A-Z)
В соответствии с инструкциями компьютера маркировка производится в месте, требуемом чертежами. Для удовлетворения диапазона обработки машины также добавлен механизм ручного регулирования, который может изменять положение движущегося фюзеляжа вниз (т. е. положение заголовка), чтобы соответствовать положению маркировки угловой стали разных спецификаций.
Опция: В блоке маркировки может быть установлена дисковая печатная структура, которая делает печать более автоматизированной и быстрой.
(2). На каждой стороне блока пробивки могут быть установлены три различных типа пуансон, каждый из которых оснащен цилиндром. Поршневой шток цилиндра соединен прокладкой, которая устанавливается между штоком и напором цилиндра. В соответствии с инструкциями компьютера, автоматически выбирайте пуансон, то есть выберите соответствующий цилиндр для продвижения соответствующей прокладки;
Расстояние от центра отверстия до вершины уголка определяется тем, что сервомотор перемещает шаблон вверх и вниз через шариковый винтовой привод в требуемое положение калибровки.
(4) Блок ножниц состоит из корпуса рамы, режущего цилиндра, механизма верхнего ножа и механизма нижнего ножа. Замена различных режущих головок в этом устройстве
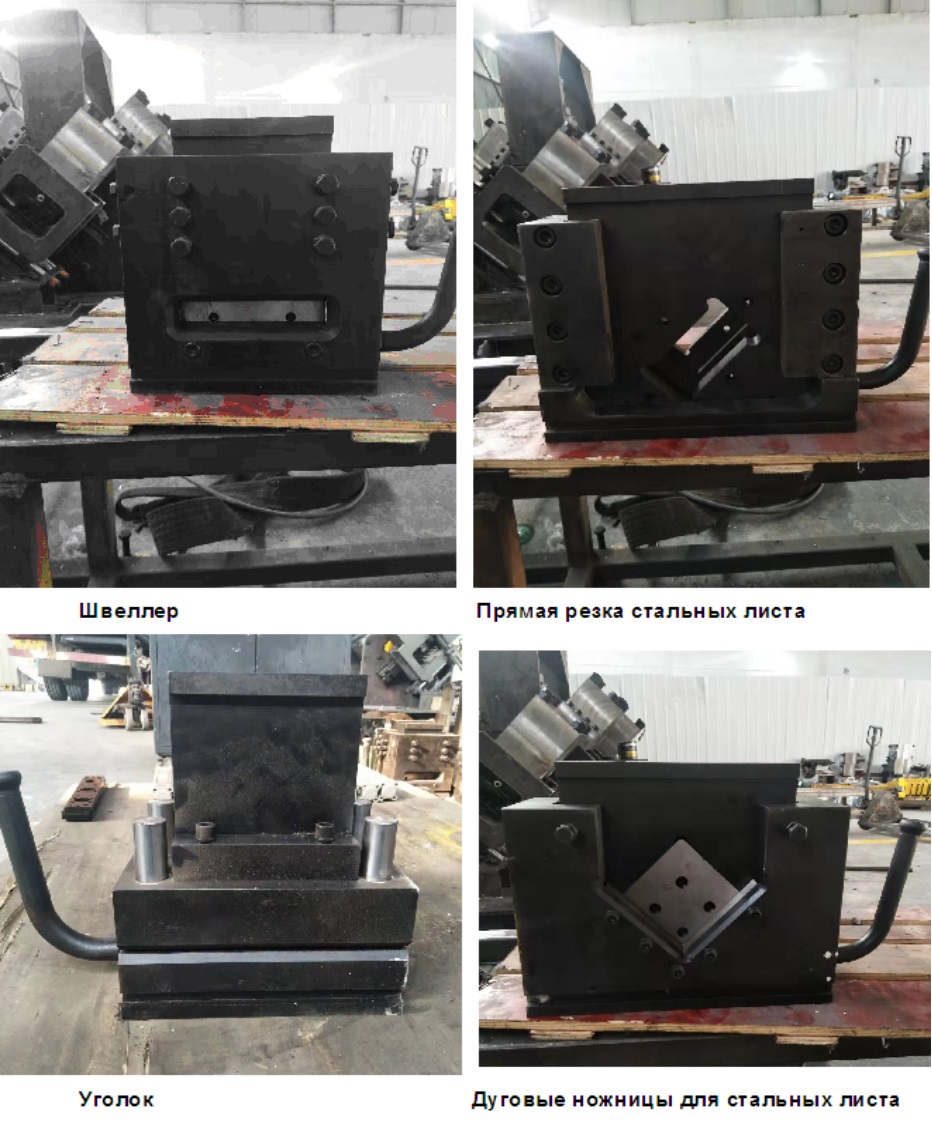
позволяет выполнять многопрофильную резку.
5.Гидравлическая система состоит из масляного бака, группы насосов высокого и низкого давления, охладителя, группы главных клапанов и других групп регулирующих клапанов. Она используется для обеспечения рабочей мощности каждого цилиндра главного двигателя.
6.Система электрического управления состоит из электрического шкафа управления, пульта управления и станции управления тележкой.
1) Станок оснащен главным компьютером в нём установлено специальное программное обеспечение для программирования заготовок. А также у него есть мощная функция, например, на экране компьютера можно отображать графику детали и проверять программу.
(2) Управляющее программное обеспечение контролирует работу машины в любое время.При возникновении неисправности на экране будут отображаться подробные сведения о причине и способе устранения неисправности.

(3) Привод осей X, A, B с ЧПУ использует усовершенствованный бесщеточный серводвигатель переменного тока для обеспечения быстрого и точного позиционирования и не требует обслуживания, максимальная скорость позиционирования по осям A и B 10 м / мин, точность позиционирования без нагрузки ± 0,01 мм, максимальная ось X позиционирование Скорость составляет 60 м / мин, а точность позиционирования без нагрузки составляет ± 0,1 мм.
Технические параметры:
|
Модель
|
JBX1010 |
JBX1616 |
|
| Сфера обработки |
Стальной уголок |
40x40x4-100x100x10мм |
40x40x4-140x140x12мм |
|
Швеллер |
8;10;12;14 |
8;10;12;14 |
|
|
Листовая сталь |
50×4-100×8мм |
50×4-140×12мм |
|
|
Длина |
9000 мм(можно установить согласно заказу) | ||
| штамповка |
Мощность штамповки |
1000KN |
|
|
число заданных мест для штамповки |
6 шт(по 3 на каждой стороне) |
||
|
Диаметр штамповки |
Круглый ¢26;продольный 22×50мм |
||
| маркировка |
Мощность маркировки |
630KN |
|
|
число заданных мест для маркировки |
4 шт |
||
|
Размер заглавной буквы |
14x10x19mm |
||
|
Количество заглавных знаков |
12 шт |
||
| обрезка |
Мощность обрезки |
1850KN |
|
|
Метод обрезки |
Обрезка одним ножом |
||
|
Метод подачи материала |
цифровое управление подачи материала |
||
|
Скорость подачи |
50-80 м/мин |
||
|
Точность обработки |
Соответствует стандарту GB2694-2010 |
||
|
Метод программирования |
Aoto CADpaint или программное обеспечение |
||
|
Функция программы |
Отображение языка неисправности |
||







