Линия для пробивки, маркировки и резки уголка, швеллерной стали в трёх стороне и стальных полосы с ЧПУ, серия JCBX2010.
Сфера применения:
Данное оборудование в основном используется для штамповки, резки и маркировки стальных уголков, швеллеров и плоских сталей в электрической мачтовой промышленности и аксессуаров из железа. Оно объединяет обработку трех профилей в один, имеет широкий спектр применения и высокую стартовую эффективность.
Особенности конструкции станка
Основными узлами производственной линии являются стол поперечной подачи, устройство опрокидывающей подачи, загрузочный канал, тележка с ЧПУ, устройство маркировки, блок пробивки, отрезное устройство, пресс, канал готовых изделий, гидравлическая система, система управления, пневматическая система и др.
1 Механообработка с использованием ЧПУ представляет собой очень удобный процесс, обеспечивающий автоматизацию, прецизионную точность, универсальность и поточное производство.
2 Подающая тележка с ЧПУ приводиться в действие серводвигателем через прецизионные рейки, обеспечивающим высокую точность позиционирования.
3. Модуль пробивки:
Блок пробиви состоит из трех больших групп пробивочной позиций, а также соответствующих секций прессования, которые могут достигать пробивки с двумя диаметром отверстии на стенке швеллера и с двумя диаметром отверстия на фланце швеллера.
Пробивки с двумя диаметром отверстия на каждом фланце швеллера и на стенке швеллера
Девять пуансонов выбран в работу через пневматический механизм отбора моделей и переключаются по программе под управлением PLC.
4. Маркировочное (клеймовочное) устройство имеет закрытый корпус, что обеспечивает высокую жесткость. Устройство оборудовано четырьмя комплектами букв. Расстояние клеймения может быть установлено по желанию.

5. Блок ножниц состоит из корпуса рамы, режущего цилиндра, механизма верхнего ножа и механизма нижнего ножа. Замена различных режущих головок в этом устройстве позволяет выполнять многопрофильную резку.

6. Выгрузки готовой продукции. Он состоит из опорного ролика заготовки и поворотного цилиндра. Готовыепродукция размещается на левую или правую сторону.

7. Система электрического управления состоит из электрического шкафа управления, пульта управления и станции управления тележкой.
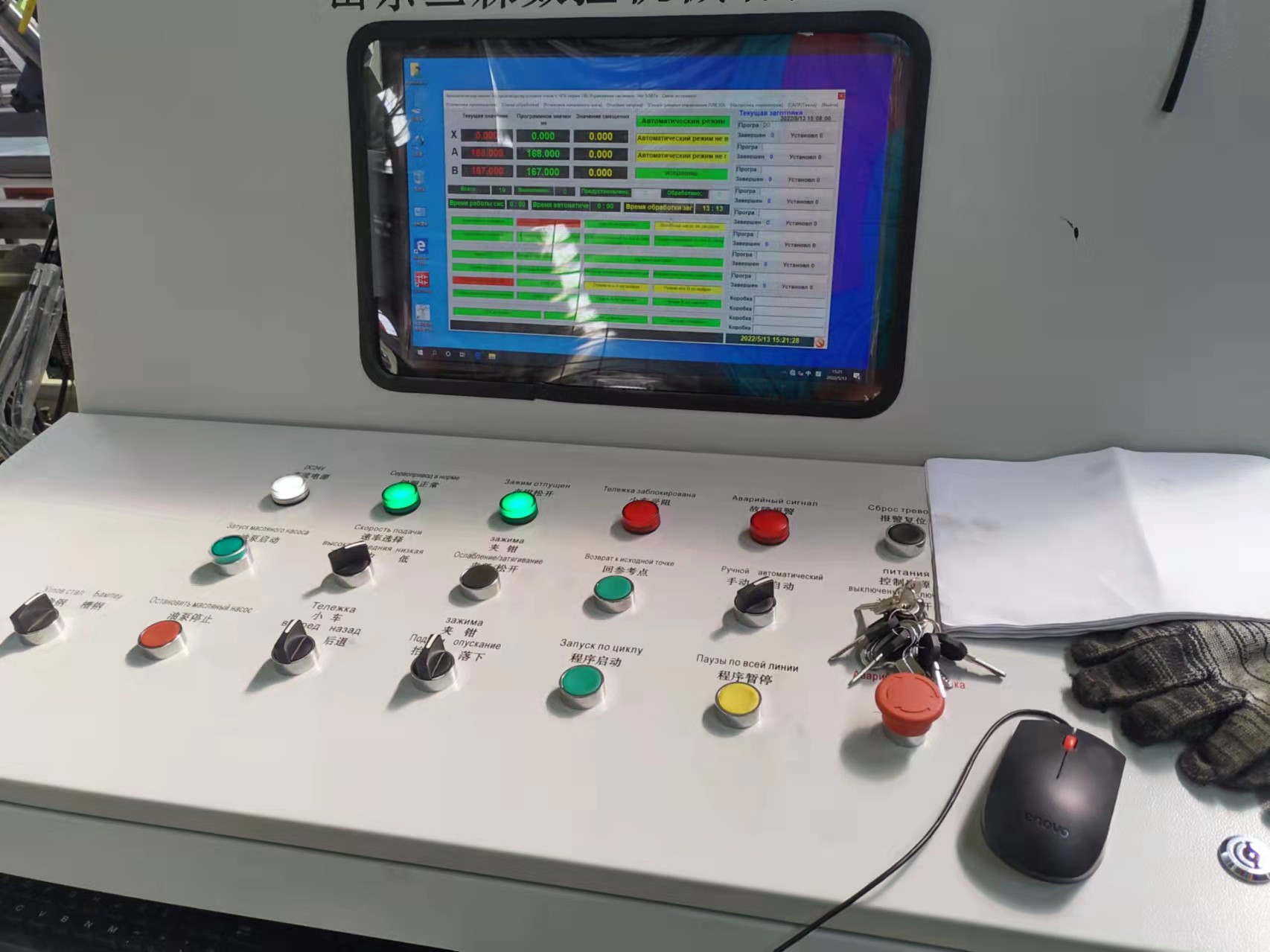
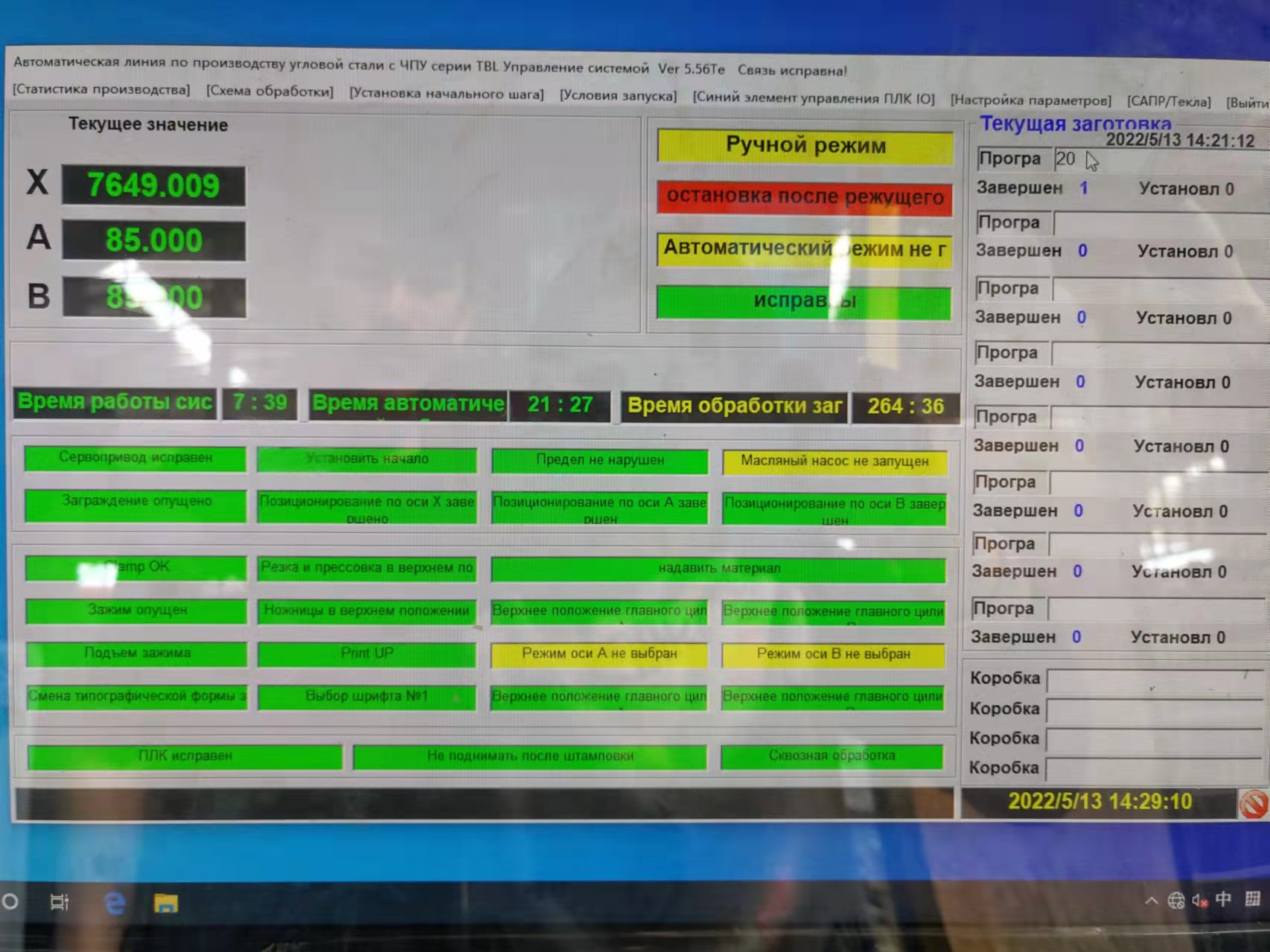
1) Станок оснащен главным компьютером в нём установлено специальное программное обеспечение для программирования заготовок. А также у него есть мощная функция, например, на экране компьютера можно отображать графику детали и проверять программу.
(2) Управляющее программное обеспечение контролирует работу машины в любое время.При возникновении неисправности на экране будут отображаться подробные сведения о причине и способе устранения неисправности.
(3) Привод осей X, A, B с ЧПУ использует усовершенствованный бесщеточный серводвигатель переменного тока для обеспечения быстрого и точного позиционирования и не требует обслуживания, максимальная скорость позиционирования по осям A и B 10 м / мин, точность позиционирования без нагрузки ± 0,01 мм, максимальная ось X позиционирование Скорость составляет 60 м / мин, а точность позиционирования без нагрузки составляет ± 0,1 мм.
Технические параметры:
| Модель | JCBX2010 | |
| Обрабатывающий размер (мм) | Стальной уголок(мм) | 40x40x4-160x160x16 |
| Стальная полоса(мм) | 50*4-160*12 | |
| Швеллерный стали | 10# – 20# | |
| Длина(мм) | 12000 | |
| Пробвика | Усилие пробивки (KN) | 800 |
| Кол.стороны пробивки | 3 | |
| Кол. Пробивочной головки | 9 | |
| Диаметр штамповки | Круглое отверстие: ¢26;
Овальное отверстие: 22×50мм |
|
| Кол. Пробивочных рядов | Любой ряд | |
| Маркировка | Усилие маркировки(KN) | 800 |
| Кол. наборов символов | 4 шт. | |
| Размер заглавной буквы | 14x10mm | |
| Кол. знаков | 12 шт | |
| Отрезка | Усилие обрезки(KN) | 3300 |
| Метод обрезки | Однолезвие для уголка и швеллера; Одностороннее прямое резвие и двустороннее дуговое лезвие для листовых стали | |
| Метод подачи материала | Тележка с ЧПУ | |
| Скорость подачи (м/мин) | 50-80 | |
| Режим управления | PLC + главный компьютер | |
| Обработанная точность позиционирования | Соответствие национальным стандартам GB2694-2010 | |
| Способ программирования | ПО для программирования или преобразование из формата CAD | |
| Функции программы | Мониторинг в реальном времени, отображение ошибок, сигнализация ошибок | |
| Общая мощность (кВт) | 30 | |
| Габарит (д*ш*в)мм | 25000*5000*2000 | |
| Вес станка (T) | ≈13 | |
Электрические компоненты:
| No. | наименование | Производитель | Сторана |
| 1 | PLC контроллер | Mitsubishi | Япония |
| 2 | Серводвигатель и электропривод | Yaskawa/ Panasonic | Япония |
| 3 | Гидровлический насос в гидовлический станции | Vickers | Китай |
| 4 | Линейный направляющий и шариковый винт | HIWIN | Тайвань |
| 6 | Пневматические компоненты | Air TAC | Тайвань |
| Гидравлический клапан | Atos | Италия | |
| 7 | Электрические компоненты | Schneider | Франция |