




















Производственная Линия для пробивки, маркировки и резки угловой стали с ЧПУ, TBL1010, TBL1412, TBL2020

Область применения
Производственная линия подходит для маркировки, пробивки и резки уголкового стального проката на предприятиях, производящих линии электропередач, коммуникационные вышки, стальные конструкции и водонапорные башни и т.д.

Особенности конструкции станка
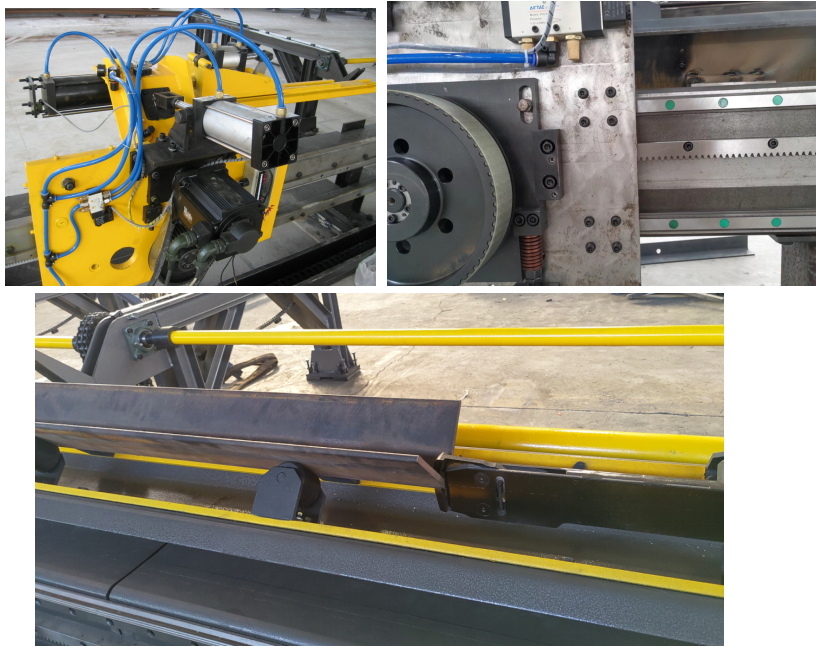
Новными узлами производственной линии являются загрузочная часть, подающий конвейер, устройство маркировки, блок пробивки, отрезное устройство, выходной конвейер, гидравлическая система, система управления, пневматическая система и др.

Поперечный стол приводится двигателем и редуктором через цепь и цепное колесо. Синхронизация четырех цепей с наборными блоками совершена через три длинных оси и шесть соединительной муфт чтобы угловый сталь плавной и малошумной во время транспортировки.
Главная часть станка состоит из устройства маркировки, блока пробивки и блока резания.

Символы (36 шт/комплект: 0-9, A-Z)
В соответствии с инструкциями компьютера маркировка производится в месте, требуемом чертежами. Для удовлетворения диапазона обработки машины также добавлен механизм ручного регулирования, который может изменять положение движущегося фюзеляжа вниз (т. е. положение заголовка), чтобы соответствовать положению маркировки угловой стали разных спецификаций.
2.Блокпробивки:

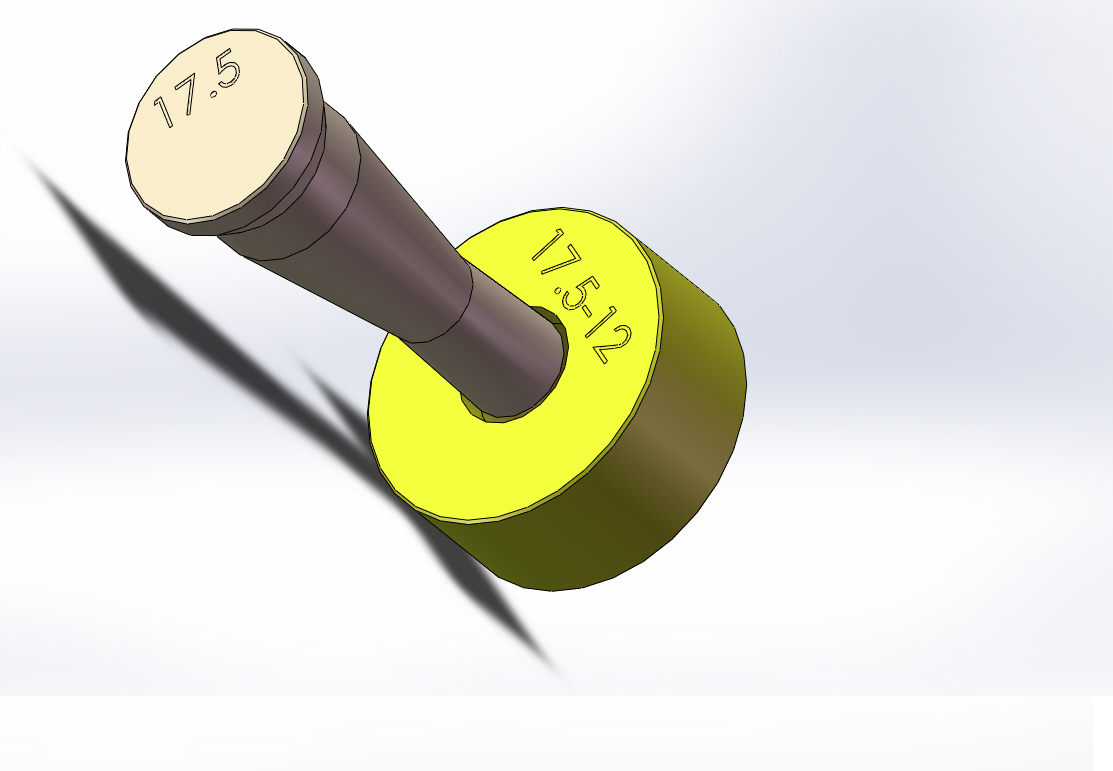
На каждой стороне блока пробивки могут быть установлены три различных типа
пуансон, каждый из которых оснащен цилиндром. Поршневой шток цилиндра соединен прокладкой, которая устанавливается между штоком и напором цилиндра. В соответствии с инструкциями компьютера, автоматически выбирайте пуансон, то есть выберите соответствующий цилиндр для продвижения соответствующей прокладки;
Расстояние от центра отверстия до вершины уголка определяется тем, что сервомотор перемещает шаблон вверх и вниз через шариковый винтовой привод в требуемое положениекалибровки.
5. Для резки углового проката применяется нож с двойным лезвием, приводимый в движение гидроцилиндром.
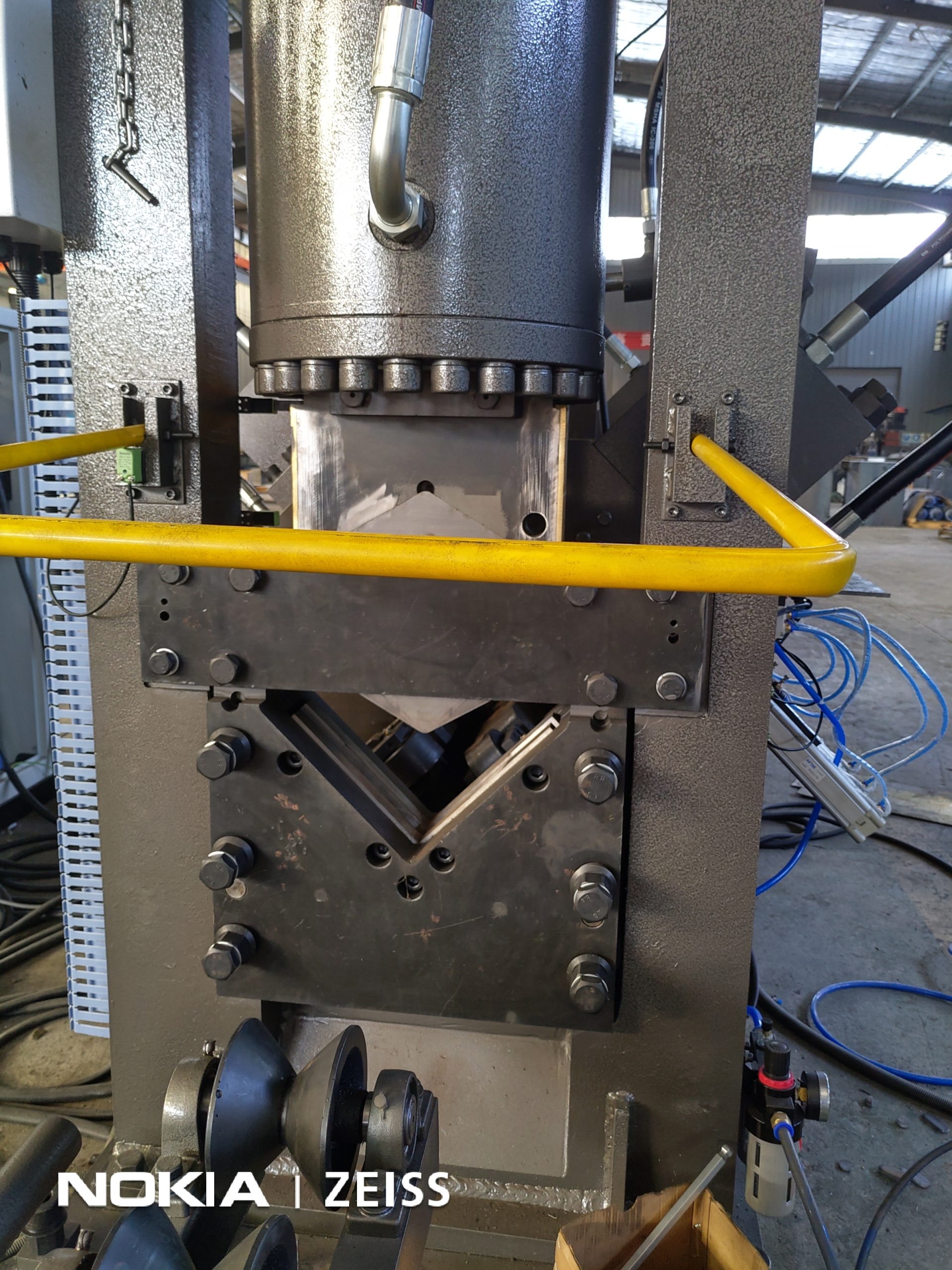
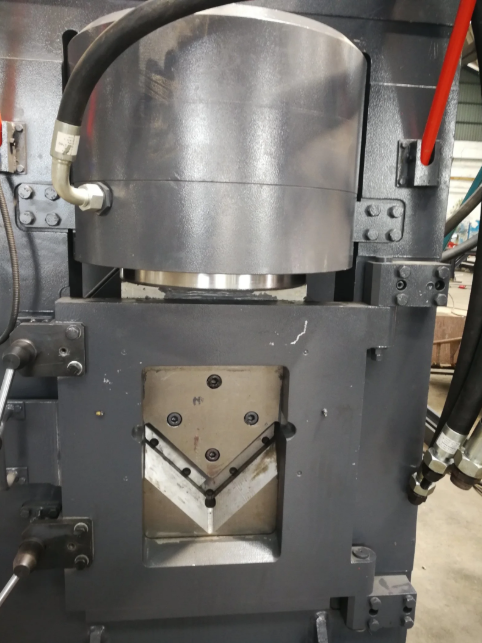
Двухлезвие Однолезвие

Он состоит из поддерживающих роликов и перевернутых цилиндров и другие компоненты. С помощью кнопочного управления на кнопочной станции обработанные детали переворачиваются слева или справа.

Она используется для обеспечения рабочей мощности каждого цилиндра главного двигателя.
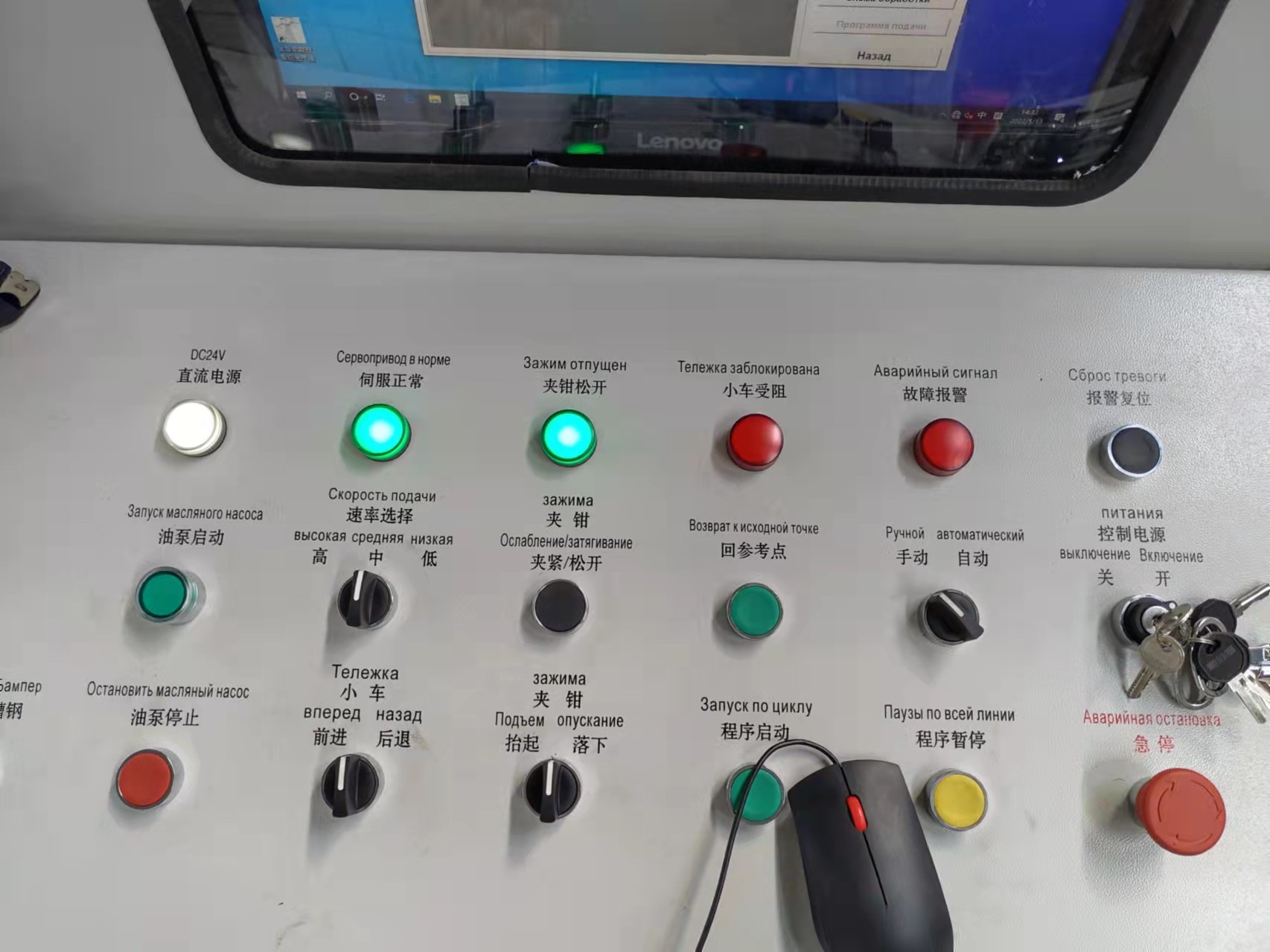
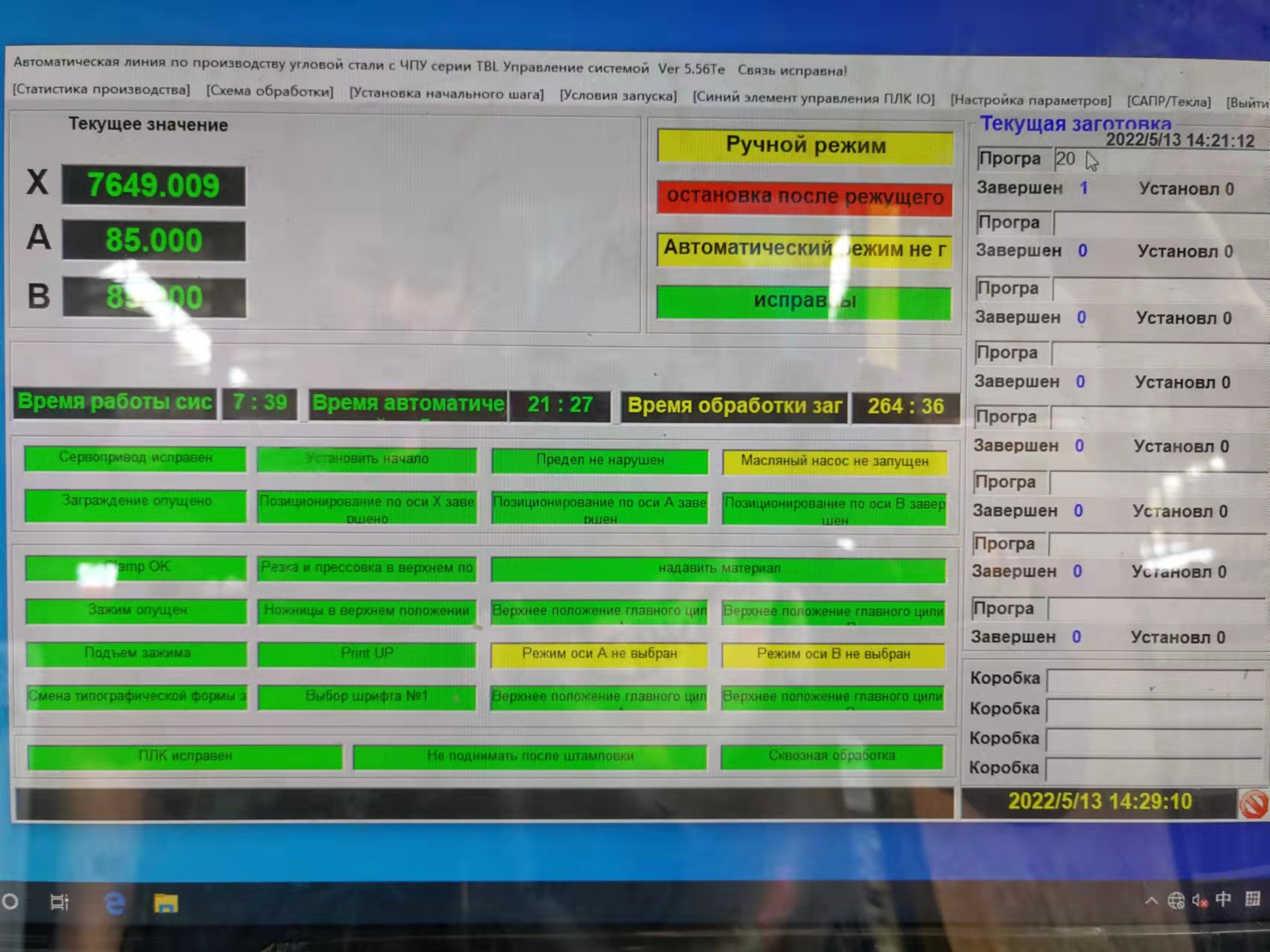
6. Система управления состоит из главного компьютера, серводвигателей, программируемого логического контроллера (PLC), внешних датчиков и др. Управляющая программа обработки деталей поддерживает ручное программирование. Система управления также воспринимает управляющие программы обработки деталей, создаваемые программным обеспечением трёхмерной графики.
6 Не используя функцию резки, можно точно установить размер обрабатываемого материала.
7 Линия имеет функцию самодиагностики.
Технические параметры
| Модель | TBL1010 | TBL1412 | TBL1616 | TBL2020 | TBL2020A | |
|
Обрабатывающий размер уголка (мм) |
Мин. размер уголкового профиля (мм) | L40 *40 *3 | L40*40 *3 | L55 *55 *3 | L55 *55 *4 | L55 *55 *4 |
| Мак. размер уголкового профиля (мм) | L100*100*10 | L140*140*12 | L160*160*16 | L200*200*20 | L200*200*20 | |
| Мак. длина заготовки(м) | 9(12) | 9(12) | 12 | 12 | 12 | |
| Пробивание | Номинальное усилие пробивки (кН) | 800 | 1000 | 1100 | 1100 | 1100 |
| Число пуансонов на одной стороне | 3 | |||||
| Максимальный диаметр(мм) | Æ 26 (22 ´ 50) | |||||
| Мин. расстояние от центра отверстия до вершины уголка. | 20-80 | 20-120 | 20-140 | 20-180 | 20-180 | |
| Маркировка | Номинальное усилие маркировки (кН) | 700 | 700 | 850 | 1030 | 1030 |
| Кол.круппы знака | 4 | |||||
| Кол. знака | 12 | |||||
| Размер знака | 14´10´9 | |||||
| Резание | Номинальная сила резания (кН) | 1250 | 2250 | 3200 | 1800 | 4500 |
| Режим резки | Однолезвие | Двухлезвие | Однолезвие | |||
| Скорость подачи заготовки(м/мин.) | 40-80 | 30-80 | ||||
| Метод подачи | Тележка по серводвигатаелю | |||||
| Количество с ЧПУ | 3 | |||||
| Режим управления | PLC + главный компьютер | |||||
| Обработанная точность позиционирования по оси X для подачи заготовки | Соответствие национальным стандартам GB2694-2010 | |||||
| Способ программирования | ПО для программирования или преобразование из формата CAD | |||||
| Функции программы | Мониторинг в реальном времени, отображение ошибок, сигнализация ошибок | |||||
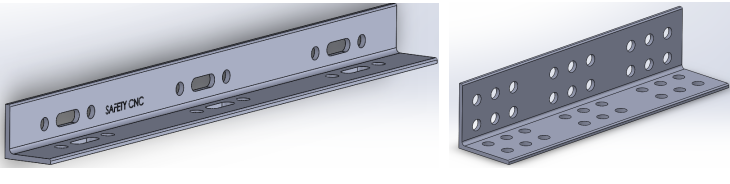
Готовые продукци:




О компании:







