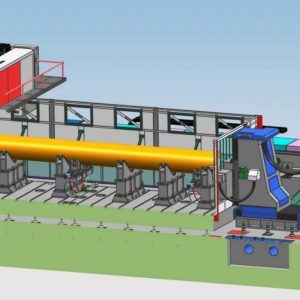
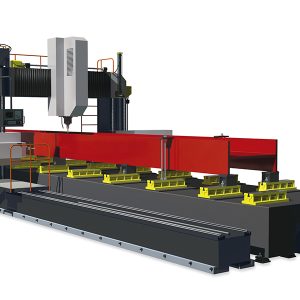
Портальный Сверлильно-фрезерный центр в коллекторе трубы с ЧПУ, DJX0815
Ⅰ.Применение станка:
DJX0815 Станок для сверления отверстий в коллекторе трубы с ЧПУ в основном используется для сверления отверстий и сварных кромок для коллекторов в котельной промышленности. Он может сверлиить проходное отверстие, слепое отверстие и кромок с высокоскоростными стальными спиральными сверлом или высокоскоростными сплавами с внутренним охлаждением. Процесс обработки автоматически выполняется системой ЧПУ, устраняя ручное рисование линий и процесс коррекции положения, что значительно повышает точность положения отверстия и эффективность сверления.

III. Описание конструкции станка:
Основными компонентами станка являются станина, передвижный портал, распределительная головка с ЧПУ, сверлильно – фрезерная силовая головка со скользящей подушкой, система прессования деталей, система поддержки деталей, система стружки и охлаждения, автоматическая система смазки, гидравлическая система, пневматическая система и электрическая система.
3.1. Станина представляет собой стальную сварную конструкцию, обработанную тепловым старением для снятия напряжений, имеет хорошую жесткость и стабильность. По обеим сторонам верхней части станины параллельно установлены две высоконесущие 65# прямые катящиеся направляющие пары, в общей сложности четыре направляющих пары с обеих сторон. Между двумя направляющими установлены прецизионные зубчатые рейки с использованием наклонной зубчатой рейки M5 бренда “Атланте”, Германия, с двухзубчатым механизмом снятия зазора. Линейность и плоскость поверхности направляющей станина регулированы через регулируемый винт на дне, обладает достаточной жесткостью и усталостью, чтобы обеспечить хорошую точность, стабильность и работоспособность.
3.2 Передвижный портал использует конструкцию стального сварного ящика, обработанного тепловым старением для снятия напряжений, имеет хорошую жесткость и стабильность. Портал установлен на ползунке в паре линейной направляющей сиденья станины и может двигаться по направлению длины станины (в направлении X), точность наведения линейной направляющей высока, сила трения мала, механическая эффективность высока, а между ползунком и направляющей имеется определенное предварительное натяжение, что повышает жесткость и вибрационную устойчивость станка.
Портал приводится сервомотором через прецизионный редуктор, приводящий шестерню, и прямое движение достигается путем зацепления шестерни с зубчатой рейкой, установленной на сиденье станины. Шестерня гашения зазора использует дисковую пружину для предварительного натяжения, с высокой точностью передачи, плавной работой и другими преимуществами (Оси X1 и X2). Станина оснащена гидравлическим замковым механизмом, при работе силовой головки гидравлический механизм затягивает станины, чтобы повышает стабильность работы.
3.3 Сверло – фрезерная силовая головка со скользящей подушкой устанавливается на подвижном портале. Ось Y буровой головки со скользящей подушкой перемещается с использованием двух линейных роликовых направляющих (RGW65), чтобы обеспечить высокую точность работы. Его вертикальное скользящее седло и скользящая подушка с силовой головкой отлиты из высококачественного серого железа (HT300). Используя четыре роликовые линейные направляющие (RGW65) с круговой структурой, сила более стабильна.

Шпиндель силовой головки приводится сервомотором через синхронную полосу, низкий крутящий момент большой, может выдерживать как тяжелую режущую нагрузку, так и подходит для высокоскоростной обработки твердосплавного инструмента, чтобы реализовать интеграцию сверления, нарезния резьбы, фрезерных расточных, шарнирных отверстий. Датчик обнаружения крутящего момента шпинделя установлен, можно настроить значение режущего крутящего момента, чтобы устройство автоматически останавливало сверление скважины при сильном износе инструмента или кране лезвия, и нажать один нажатие, чтобы предотвратить дальнейшее сверление и предотвратить появление несоответствующих отверстий.

3.4 Прецизионный шпиндель тяжёлого типа с внутренним охлаждением из Тайванского приозвдителя “Kenturn” используется с коническим отверстием шпинделя BT50, с бабочкообразным пружинным механизмом автоматической протяжки, пневмогидравлический цилиндр с рыхлым ножом, замена инструмента очень удобна. Может быть установлен твердосплавное сверло с внутренним охлаждением и высокоскоростное спиральное сверло, а также с функцией продувки и очистки конического отверстия шпинделя.
3.5 Поддерживающая рама заготовки состоит из двух форм, в середине установлены три поддерживающих рамы, на обоих концах -два все рамы расположены в разном месте по продольному направлении (Ось-X). На обоих концах опоры установлены два ролика для поддержки внешней окружности детали. Для приспособления деталей различного диаметра, одн вариант: Ролики на опоре установлены в разных местах, а другой вариант: регулирована высота опоры (винтовой лифт). Промежуточная опорная рама отличается от двухполюсной опоры тем, что имеет небольшую качающуюся функцию для адаптации к изгибу и эллиптичности детали. Чтобы облегчить погрузку и разгрузку деталей и адаптироваться к различной длине деталей, опора может перемещаться вертикально.
3.7. Система для прессования деталей имеет два цилиндра, которые установлены на стороне двух силовых головок. Когда портал перемещается в положение сверления, компрессорный цилиндр сжимает детали, чтобы уменьшить вибрацию во время сверления. И давление может быть отрегулировано, чтобы соответствовать требованиям различных деталей
3.8. Система удаления стружки и охлаждения:
Конвейер для удаления стружек размещается в канаве под станиной, и стружка может быть автоматически доставлена в багажник в конце станка. Конвейер для удаления стружек оборудован резервуаром для охлаждающей воды, и системой фильтрации охлаждающей жидкости с насосом для охлаждения высокого и низкого давления. Охладительные жидкости с высоким давлением распыляется на поверхность обрабатываемого изделия, внешнее охлаждение установлено на стороне силовой головки, чтобы обеспечить эксплуатационные характеристики инструмента и продлить срок службы инструмента. Принудительная циркуляция охлаждающей жидкости осуществляется.

3.9. Этот станок остащен автоматической централизованной системой смазки, которая может автоматически смазывать направляющие пары, шестерни, винты, чтобы избежать обслуживания ручной смазки.
3.10, Электрическая система управления станка применяетSiemens 828D система управления шиной ЧПУ и с интерфейсом RS232, координаты сверления могут обеспечить прямое преобразование CAD / CAM и поддерживать программы, изготовленные трехмерным программным обеспечением, таким как mastercam, UG, Pro / E, в интерфейсе может проводить программирования, хранения, отображения и связи, и есть такие функция как человеко – машинный диалог, компенсация ошибок, автоматические сигнализациеи и другие функция.

3.11 Этот станок оснащен разработанной нашей компанией « Программное обеспечение для преобразования CAD » версии V1.0, чертежи могут быть преобразованы непосредственно в программу, не требующую ручного программирования; С функциями репетиции и повторной проверки, удобной в эксплуатации. В соответствии с требованием обработки можно вызвать модульное простое программирование для сверления, нарезки, фрезерования, шарнирных отверстий, расточных отверстий; Оптимизируйте программные функции, чтобы двойные шпиндели выполняли различные процессы по отдельности.
Сзади общего питания данного станка установлен стабилизатор напряжения, система Siemens оснащена реактором, подключена к заземлению, чтобы обеспечить его работу при постоянном давлении; Его контрольный источник питания и 24V безопасный источник питания, источник питания системы ЧПУ могут управляться отдельно, чтобы гарантировать, что система находится в безопасном состоянии питания во время ремонта. Сервосистема Siemens оснащена датчиками, которые подавляют гармоники высокого порядка и предотвращают изменения тока.
3.12 Ось X станка оснащена двухрядным полностью закрытым буксиром из нержавеющей стали, который эффективно блокирует стружку и защищает кабель; Двухрядный буксир отделяет кабели связи от высоковольтных кабелей и охлаждающих труб, эффективно защищая стабильность оборудования. Ось Y изготовлена из мостового стального буксира.
Технические параметры:
| Наименование параметры | Параметры | |
| Размер обрабатываемой трубы
|
Материалы заготовки | Углеродистой сталь, P92 |
| Технологические требования к материалам | Требования к линейности обрабатывающего коллектора: удовлетворяет изгибу 1 мм / м, изгиб не превышает 12 мм при длине коллектора 12 м, а для змеевидного изогнутого коллектора, изгиб не превышает 6 мм на 6 м. | |
| Диапазон диаметров(мм) | Ø 80-800 | |
| Максимальная толщина (мм) | 200 | |
| Мин. Расстояние от отверстия до края трубы | 40mm | |
| Максимальная длина (мм) | 15000 | |
| Максимальный вес заготовки (кг) | 30000 | |
| Точность позиционирования | Допуск на диаметр
отверстия |
IT7~IT8 |
| Шероховатость стенки отверстия | Спиральное сверло≤Ra12.5;
Сплавовое сверло≤Ra6.3 |
|
| Расстояние по центру продольного сопредельного отверстия | ±0.2mm | |
| Расстояние по центру кольца к соседнему отверстию | ±0.2mm | |
| Эксцентриситет по центру концевого отверстия | ±0.2mm | |
| Силовая головка
|
Количество силовой головки | 1шт. |
| Коническое отверстие шпинделя | BT50 | |
| Мак.диаметр сверления | Φ10-130 | |
| Мак. Диаметр отверстия с зенковкой | Φ130 | |
| Мак. диаметр расширения | Φ150 | |
| Мак. диаметр расточки | Φ300 | |
| Скорость шпинделя | 30~3000r/min | |
| Мощность шпинделя | 37kW | |
| Продольное перемещение портала по оси-X | Мак. поход | 15000mm |
| Мак.скорость перемещения | 10m/min | |
| Точность позиционирования по оси-X | ±0.1mm/Общий поход | |
| Точность повторности | ±0.05mm/Общий поход | |
| Мощность двигателя | 2x5kw | |
| Вертикальное перемещение скальзящего стола по оси-Z | Поход скользящего стола (мм) | 1200mm |
| Мак.скорость подачи шпинделя(м/мин) | 8m/min | |
| Расстояние от торца шпинделя до осевой линии оси-А (Осевая линия вращения изделия) | 200-1400mm | |
| Распределительная головка с ЧПУ по оси-A | Скорость вращения | 0~4r/min(с ЧПУ) |
| Точность распределения | ±2.5’( на окружностиφ800,±0.3mm) | |
| Мощность сервомотора по распределению | 7KW | |
| Поддерживающие рамы заготовки | На обоих концах опоры | 2 группы |
| В середине | 3 группы | |
| Поддерживающая сила | 250kn | |
| Гидравлическая система | Мощность двигателя гидравлического насоса | 1.5kw |
| Количество цилиндля для зажима заготовки | 2шт. | |
| Усилия цилиндра для зажима заготовки | 5-16kn | |
| Электрическая система | Система с ЧПУ | Siemens 828D |
| Количество оси с ЧПУ | 5+1 | |
| Система для удаления стружки | Тип удаления стружки | Плоско- цепной |
| Скорость конвейера для удаления стружки | 1m/min | |
| Мощность конвейера для удаления стружки | 1.5kw | |
| Охладительная система | Вид охлаждения | Внутренний+внешний |
| Мощность внутреннего охлаждения | 2x11KW | |
| Мощность внешнего охлаждения | 2×1.5KW | |
| Пневматическая система | Давление сжатого воздуха | 0.5mpa |
| Общая мощность | Примерно 120KW | |
| Габарит | Примерно 18000mmx2600mmx3200mm | |
| Вес станка | Примерно 82T | |
КОМПОНЕНТЫ ОБОРУДОВАНИЯ
| No. | Наименование | Модель | Производитель | Страна |
| 1 | Роликовые линейные направляющие | RGW65HA4R(Ось-X)
RGW65HA3R(Ось-Z) |
THK/ HIWIN | Тайвань, Китай |
| 2 | Шарико-винтовые пары | BFU6310(Ось-Z) | THK/ HIWIN | Тайвань, Китай |
| 3 | Система с ЧПУ | SINUMERIK 828D | Siemens | Германия |
| 4 | Серводвигатель и привод для подачи | 1FK71012AC71 | Siemens | Германия |
| 5 | Маховик(беспроводной) | Сименс в комплекте | Тайвань, Китай | |
| 6 | Прецизионный шпиндель | MC-1809-A-CTS | KENTURN | Тайвань, Китай |
| 7 | Двигатель шпинедля и привод | CTB-4037-D4-20 | Simens | Германия |
| 8 | Пневмогидравлический цилиндр для повышения давления | SNPM-60T-7015-S | Shangpin | Тайвань, Китай |
| 9 | Планетарный редуктор | PFKF160 | Kefeng | Китай |
| 10 | Поворотный фитинг | A10-1771-05l | ROTO | Италия |
| 11 | Синхронный ремень | 8YU(для шпинделя) | Getes | Америка |
| 12 | Подшипник | 1Fk2084 | NSK | Япония |
| 13 | Насос для внутреннего охлаждения | ACP-401A-28 | Nanyuan | Китай |
| 14 | Автоматическая система смазки | VERSA III | BIJUR Delimen | Нанкин, Китай |
| 15 | Кабель | Yichu | Шанхай, Китай | |
| 16 | Конвейер для удаления стружки | VERSA III | Yide | Китай |
Примечание: Вышеупомянутый производитель является поставщиком с фиксированной точкой для нашей компании, в случае особых обстоятельств, когда поставка не может быть осуществлена, будет принята замена продукции того же уровня, но стандарты качества не ниже вышеуказанных поставщиков.