










Портальный Сверлильно-фрезерный Станок в коллекторе трубы с ЧПУ, DJX1202
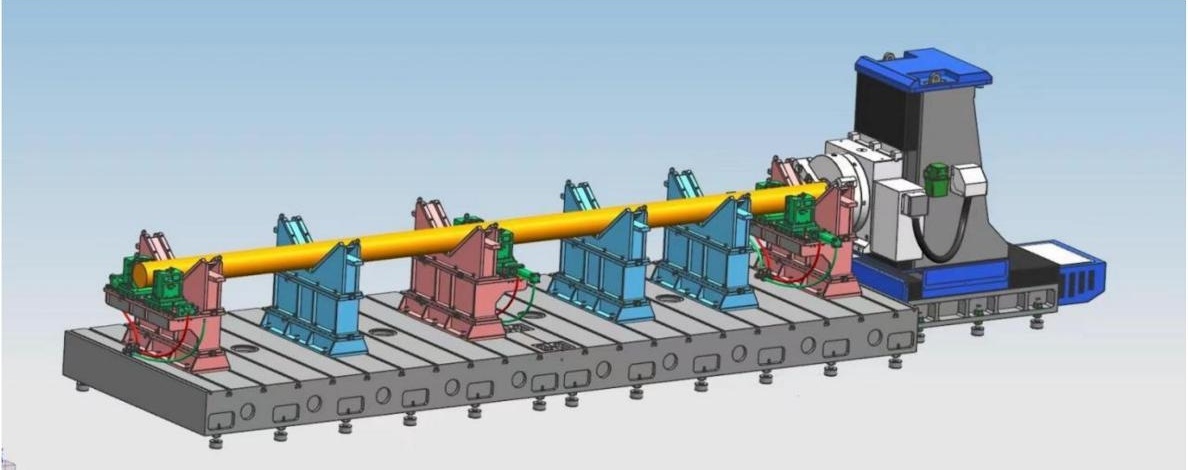
3D-модель станка
Ⅰ.Применение станка:
Портальный Сверлильно-фрезерный Станок в коллекторе трубы с ЧПУ, DJX1202 в основном используется для сверления отверстий и сварных кромок для коллекторов в котельной промышленности. Он может сверлиить проходное отверстие, слепое отверстие и кромок с высокоскоростными стальными спиральными сверлом или высокоскоростными сплавами с внутренним охлаждением.
Процесс обработки автоматически выполняется системой ЧПУ, что значительно повышает точность положения отверстия и эффективность сверления.
Ⅱ. Технические параметры:
| Наименование | Значение не менее |
| 36 Рабочая зона станка , мм | 2000х12000 |
| 37 Размер рабочего стола с Т-образными пазами, мм | 2000х12000 |
| Перемещение по оси X продольная, мм | 12 000 |
| 38 Перемещение по оси Y , мм | 2000 |
| Перемещение по оси Z вертикальная, мм | 1000 |
| Параметры обрабатываемого изделия:
– максимальный диаметр заготовки, мм – минимальный диаметр заготовки, мм – максимальная длина заготовки, мм – минимальная длина заготовки, мм – минимальное расстояние от торца заготовки до оси крайнего отверстия, мм – максимальный вес заготовки, кг |
450 80 12 000 500 100
8 000 |
| Технические условия на заготовку:
– нормативный документ – материал – допускаемая овальность, % – допускаемый прогиб трубы, мм – на длине 1 м – на всей длине |
ТУ14-3Р-55 Ст20, 12Х1МФ +1,25/-1
4 16 |
| 39. Расстояние между колоннами, мм | 2500 |
| Точность позиционирования по оси X,Y,Z в целом, мм | Не более 0,05 |
| Повторяемость для оси, мм | Не более 0,03 |
| 38. 41. Скорость подачи и перемещения по оси X/Y/Z, мм/мин.: | 20 000/2000/2000 |
| 31. Инструментальный магазин:
– количество инструментов, шт. – максимальный диаметр инструмента, мм – максимальная длина инструмента, мм – вес инструмента, кг |
24 105 300 15 |
| Устройство подачи СОЖ:
– емкость бака, л 7. – давление СОЖ через инструмент ,MPA – двойной фильтр для фильтрации СОЖ, производительньсть, л/мин |
500 0-2 60 |
| Шпиндель:
– Коническое отверстие шпинделя – мощность привода, кВт 40. – частота вращения, об/мин – 28. -Крутящий момент шпинделя с редуктором, N*m – СОЖ – |
BT50 37 6000 1120 Снаружи и через инструмент |
| 42.Система с ЧПУ | Siemens 828D на русском языке |
| Система для удаления стружки:
-Тип удаления стружки -Скорость конвейера для удаления стружки -Мощность конвейера для удаления стружки |
Плоско- цепной 1m/min 1.5kw |
| Давление сжатого воздуха | 0.5mpa |
| Общая мощность | Примерно 120KW |
| Габарит | Примерно 18000mmx2600mmx3200mm |
| Вес станка | Примерно 82T |
III. Описание конструкции станка:
1 Базовый станок
– Станина и портал изготовлены из серого чугуна HT300 по литью, разделенная на секции, применяет отжига два раза для снятия напряжения.
– Стол с T-образными пазами, который установлен на станине, разделенная на секции, , изготовлены из серого чугуна HT300 по литью, применяет отжига два раза для снятия напряжения.
– По Оси X (Портал продольно перемещается вдоль станине ) использует прецизионную зубчатую передачу бренда Атланте, Германия, или YYC , Тайване. Два сервомотора устраняют зазор с помощью редуктора, приводящего шестерню, наклонные зубчатые рейки M6.
– Система рельсовых направляющих для обеспечения хода портала по оси Х. Направляющие защищены кожухами.
Привод по оси Х должен быть двойной (зубчатые рейки должны располагаться по двум сторонам, оси Х1 и Х2).
2.- По Оси- Y (приводная головка поперечно перемещается по балке) и по Оси- Z использует шариковый винт бренд TBI или HIWIN на Тайване с точностью P3, диаметр прецизионного винта составляет 63 мм, а шаг винта – 10 мм. С тормозом по оси Z.
Портал закрыт защитным кожухом — от попадания стружки, грязи, СОЖ и пр.
4.- На оси Z используются роликовые направляющие типа RGW65.
3.- На передней стороне станка имеется толкающая дверь для доступа к рабочему столу чтобы на рабочем столе можно проводить обслуживание или настроить гидровлический зажим для деталей .
– Система автоматически переключается на режим тяжелой фрезерной
обработки при необходимости значительного увеличения мощности оси.
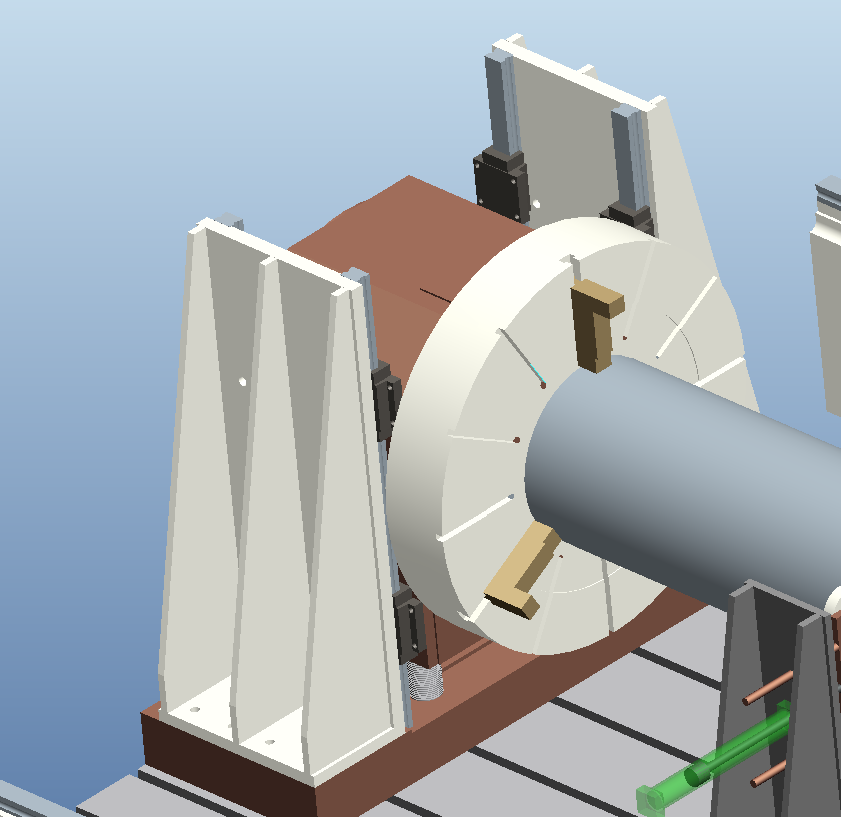
-На рабочем столе установлены 12 Гидравлический привод V – образной открытой крепежной опоры с гидравлическими зажимами. Он состоит из зажимного блока, гидравлического цилиндра, управляющего клапана, синхронного маятника и т. Д.
– Трехкулачковый гидравлический самоцентрирующийся патрон установлен на шпинделе, вращение которого управляется серводвигателем, планетарным редуктором и приводом с ЧПУ для поворотного движения заготовки по градуированию ,чтобы обеспечить полное и точное выполнение задач обработки и сверления.
– Дискретность вращения заготовки под ЧПУ составляет 0,2° за 10 – 15 дуг.
– Перемещение Трехкулачкового гидравлического самоцентрирующегося патрона по вертикальному и продольному направлению приводится серводвигателем и приводом с ЧПУ через направляющие и ШВП, чтобы соответствовать к разному диаметру заготовки и удобно зажимать заготовки по разному расположению по продольному направлению.
– Вертикальное перемещение: 300 мм, продольное перемещение : 800 мм.
-Все масляные трубы для гидравлического зажима в каждом опоре будем проложены на
боковой стороне рабочего стола, и трубы были встроены в рабочий стол, и трубы не могли быть видны снаружи, чтобы железная стружка не падала на них.
-Вертикальный шпиндель установлен на высокоточной и прочной роликовой направляющей, которая закреплена на портале для максимальной жесткости, и управляется от ЧПУ. Ход шпинделя обеспечивается шариковинтовой парой, с двойной гайкой для исключения зазора на оси Z.
– Балансировка шпинделя на азоте
-BT50
-Между шпинделем и серводвигателем шпинделя используется коробка передач из итальянского” BF” для понижения скорости и увеличения крутящего момента.
-Крутящий момент шпинделя с редуктором можно достигать 1120 N*m
-В зоне обработки есть обдув воздухом производиться через сопла непосредственно рядом со шпинделем в процесс обработки
-при смене инструмента наличие обдува конуса шпинделя воздухом
4.Система автоматической смены инструмента
– Система автоматической смены инструмента с 24- инструментами дискового типа устанавливается на сбоке станка на удалении от контрольной панели и кабельного трака. Система движется с порталом и доступна в любом месте по длине станка.
-Когда инструменты полоны на резцедержателе, мак. диаметр инструмента: 105мм, мак. Длина: 300 мм ,мак. Вес: 15 кг.
5 Система СОЖ и удаления стружки
– Автоматическая система смазки
– Система охлаждения включает внутреннее СОЖ через инструмент и внешние СОЖ .
-Давление СОЖ через инструмент 0- 2MPA
-Второй пистолет обдува воздухом
– Бак СОЖ, система фильтрации СОЖ.
-Конвейер удаления стружки
-Конвейер для собирании стружек размещается в двухкраяхрабочего стола, и стружки может быть автоматически доставлены в тележках позади станка.
-Система удаления стружки представляет собой два стальных ленточных
конвейера, по одному с каждой стороны станка вдоль оси Х..
7. Система измерения инструмента и детали (Renishaw RTS+RMP60, радиопередача):
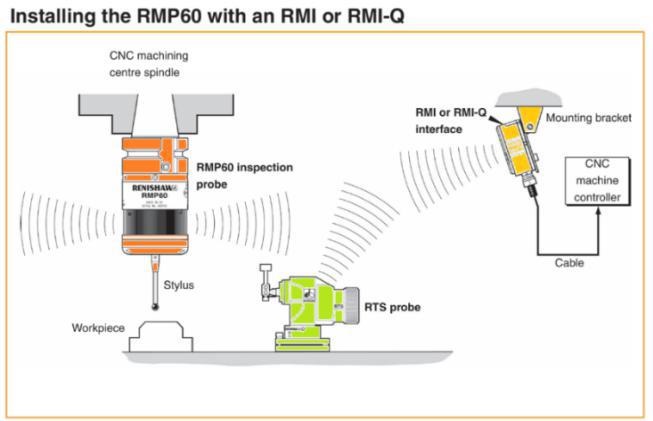

-Станок подстраивается таким образом, чтобы размеры фасок на отверстиях сохранялись. Эта коррекция планируется с помощью щупа Renishaw, он будет реализовано в управляющей программе ЧПУ.
-На оси X,Y,Zдобавлены оптические линейки Fagor, чтобы обеспечить высокие синхронизации и точность позиционирования с обеих сторон.
-Основные функции : 1. Гидравлический патрон для зажима заготовки; – -Система прижима для фиксации и зажима заготовки.
-Холодильник для охлаждения масла двигателя
9 Система ЧПУ: Siemens 828D система управления шиной ЧПУ
-наличие кондиционера электоршкафа.
-в ЧПУ наличие функции поворота системы координат по замерам детали
-Портативный блок управления- это беспроводной маховичок MPG
– жесткое нарезание резьбы;
-Трехцветная сигнальная лампа
– цветной дисплей:
– клавиатуру:
– панель управления оператора;
– управление осями Х (движение портала вперед/назад), Y (перемещение
фрезерного шпинделя влево/вправо), Z (движение шпинделя вверх/вниз);
– ручное управление выбранными осями с помощью маховика;
– выбора скорости для осей;
– метрическая / дюймовая система исчисления;
– повторяющиеся циклы для сверления, растачивания, нарезания резьбы;
– компенсация ошибок при задаче координат для осей Х, Y, Z;
– спиральная интерполяция;
– прочие параметры, необходимые для точного выполнения операций.
– Функция сбора информации о работе станка:
– время работы по программе (основное машинное время);
– время работы в ручном режиме (время наладки);
– время простоев;
– время простоев по причине аварийного останова.







