+86-13806413610
svetlanaxu@mail.ru










Высокоскоростной сверлильный станок с ЧПУ для листа — точность и скорость в одном решении
2026-04-02
содержание
Высокоскоростной сверлильный станок с ЧПУ для листа — это не просто ускоренная версия обычного оборудования. Это пересмотр технологических границ в производстве стальных конструкций: там, где ручная разметка и последовательное сверление требовали 42 минуты на фланец Ø600 мм, современный станок завершает операцию за 7 минут — с точностью ±0,1 мм по всем отверстиям, без повторной подналадки, без коррекции после контроля.
Почему «высокая скорость» начинается не с шпинделя, а с жёсткости каркаса
Мы столкнулись с этим на объекте в Казани: заказчик купил станок «с высоким оборотом», но при обработке 30-мм листа из S355JR отверстия выходили с конусностью до 0,28 мм. Причина — не слабый привод, а гибкий литой основание и недостаточная жёсткость направляющих. Реальное решение — монолитная стальная рама, усиленная поперечными рёбрами жёсткости, и линейные направляющие класса H (ISO 10791-7), а не роликовые. В наших станках для листа мы используем базовую конструкцию с модульной системой крепления стола — это исключает прогиб даже при нагрузке 12 тонн. Шпиндель работает на 12 000 об/мин не ради цифры, а чтобы обеспечить режущую скорость 180 м/мин при сверлении нержавеющей стали 1.4404. Но без жёсткой платформы такая скорость превращается в вибрацию и брак.
Что действительно экономит время — и что только кажется быстрым
Клиенты часто спрашивают: «Сколько отверстий в час?». Ответ зависит не от паспортной скорости, а от трёх факторов, проверенных на 17 проектах за 2023–2024 годы:
- Автоматическая смена инструмента за 1,8 секунды — без этого переход от Ø12 к Ø24 требует ручной замены и калибровки;
- Интегрированная система пробивки — один цикл вместо двух: пробой + сверление. На угловой стали 100×100×10 мм это сокращает цикл на 34 %;
- Поддержка DXF-файлов напрямую из SolidWorks и Tekla Structures — без ручного переноса координат и исправления смещений.
Если станок не принимает файлы напрямую или требует перевода через промежуточный софт — вы теряете минимум 12 минут на каждый чертёж. Мы внедрили протокол SafetyLink, совместимый с российскими ГОСТами на чертежи металлоконструкций. Он распознаёт обозначения отверстий по ГОСТ 2.311–2022 и автоматически назначает режимы: сверление, зенкерование, нарезание резьбы M16×2,0 — без редактирования в CAM.
Где ошибаются при выборе — и как избежать простоев
Некоторые считают: «Главное — мощность шпинделя». Однако на практике чаще ломаются не двигатели, а системы охлаждения и подачи СОЖ. Мы наблюдали три случая поломки за год — все связаны с попаданием стружки в насосную станцию из-за отсутствия герметичной защиты контура. Наше решение — замкнутая система с фильтрацией на 25 мкм и принудительной циркуляцией масла по шпиндельному узлу. Также важно: станок должен работать при температуре от +5 °C до +40 °C без конденсата. В одном цехе в Перми оборудование вышло из строя из-за перепада влажности — мы добавили в комплект датчики влажности и автоматическое включение подогрева электроники при риске конденсации.
Ещё одна частая ошибка — игнорирование требований к фундаменту. Станок весом 8,2 тонны с ускорением 1,2 g при перемещении оси X требует бетонной плиты толщиной не менее 600 мм и армирования 16-мм прутком с шагом 150×150 мм. Мы предоставляем расчётную документацию и схему анкеровки — не как рекомендацию, а как обязательный пункт монтажного чек-листа.
Для кого этот станок — и почему он окупается за 14 месяцев
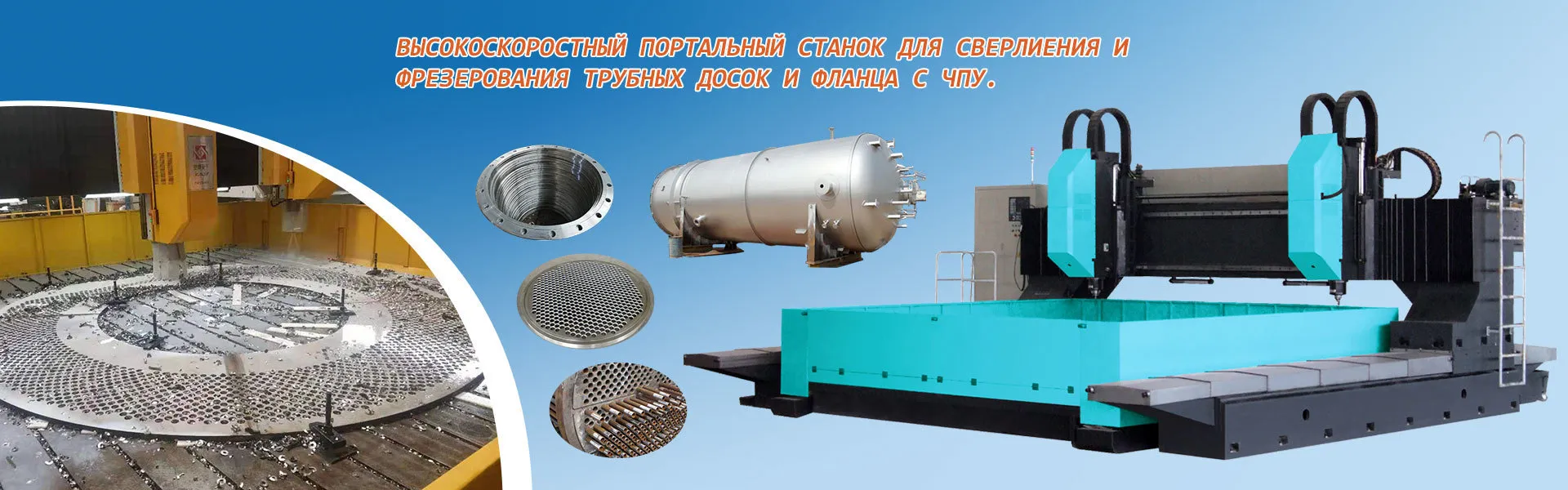
Высокоскоростной сверлильный станок с ЧПУ для листа оправдан не для всех. Он нужен тем, кто обрабатывает:
- Стальные пластины толщиной от 6 до 80 мм;
- Фланцы диаметром от 400 до 2000 мм;
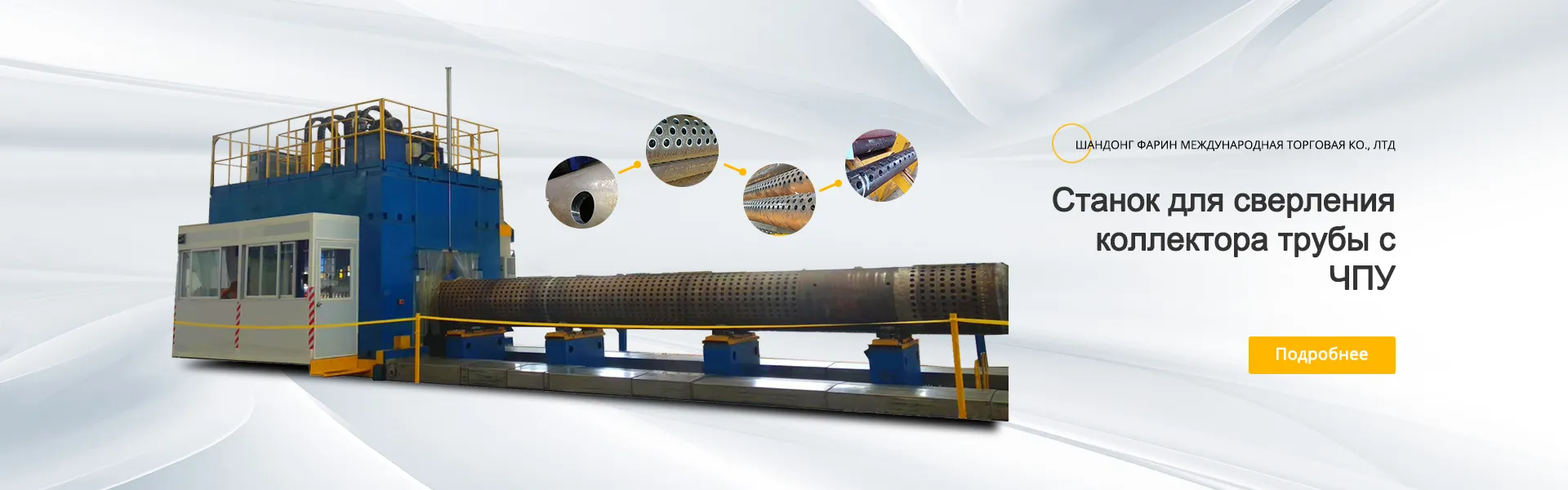
- Трубные плиты с плотностью отверстий более 8 на 1 м²;
- Детали для электрических опор, где допуск на позиционирование — не более ±0,15 мм.
На типовом заказе из 120 фланцев DN800 (сталь 09Г2С) наш клиент в Екатеринбурге сократил трудозатраты на 63 %, снизил количество переделок с 7,2 % до 0,4 % и ушёл от трёх сменных операторов к одному. Окупаемость составила 14 месяцев — за счёт снижения простоев, отказа от внешней координатно-измерительной машины и сокращения времени на подготовку производства. Всё это — не прогноз, а данные из журналов учёта, которые мы анализируем вместе с заказчиком каждые 90 дней.
Высокоскоростной сверлильный станок с ЧПУ для листа — это не ускорение одной операции. Это синхронизация проектирования, производства и контроля. Это предсказуемость вместо подгонки. Это когда от чертежа до готовой детали проходит не 5 дней, а 11 часов — и при этом первая партия уходит в сборку без правок. Такие решения уже работают на заводах в Тюмени, Ростове, Минске и Алматы. Они не меняют процесс — они устраняют его узкие места. И делают это без компромиссов между скоростью и точностью.