+86-13806413610
svetlanaxu@mail.ru








Высокоскоростной ЧПУ станок: тренды и эксплуатация?
2026-03-01
содержание
Когда говорят о высокоскоростной обработке, многие сразу представляют себе фантастические скорости шпинделя и подач. Но на практике всё упирается в детали, которые часто упускают из виду. Вот, к примеру, работа с металлическими пластинами или фланцами — тут одной скорости мало, нужна ещё и стабильность, которую не каждый агрегат обеспечит.
Тренды: что на самом деле меняется в цеху
Сейчас много говорят про интеграцию систем мониторинга и ?интернет вещей?. Да, это есть, но в реальных условиях внедрение идёт медленно. Чаще всего обновления касаются не столько ?умных? функций, сколько базовых вещей — улучшения жёсткости станины или системы охлаждения шпинделя. Именно это даёт прирост в качестве обработки тех же трубных пластин или угловой стали.
Заметил, что многие производители стали больше внимания уделять эргономике обслуживания. Раньше, чтобы добраться до некоторых узлов, приходилось разбирать пол-станка. Сейчас, например, на некоторых моделях для сверлильно-пробивных операций доступ к гидравлике или фильтрам стал проще. Это не громкий тренд, но для тех, кто работает с оборудованием каждый день, — огромный плюс.
Ещё один момент — универсальность. Раньше станок часто затачивали под одну конкретную задачу. Сейчас же, особенно в сфере строительных металлоконструкций, выгоднее иметь агрегат, который может и сверлить, и фрезеровать, и наносить маркировку. Конечно, это требует более продуманного ЧПУ и инструментальной оснастки.
Эксплуатация: где кроются реальные проблемы
Самая большая иллюзия — что купил высокоскоростной ЧПУ станок, настроил программу и можно просто нажимать кнопку ?пуск?. На деле, особенно при переходе на обработку нового материала, например, с обычной стали на высокопрочную для мостовых конструкций, приходится заново подбирать режимы. И здесь скорость — не главный друг. Слишком быстрая подача на таком материале ведёт к быстрому износу инструмента и даже к дефектам в зоне реза.
Важнейший аспект, который часто недооценивают, — подготовка персонала. Оператор, привыкший к старым моделям, может интуитивно пытаться ?помочь? станку, вносить коррективы прямо в процессе. На современных же системах это часто ломает весь алгоритм и может привести к ошибке. Нужно не столько учить нажимать кнопки, сколько объяснять логику работы системы.
Из личного опыта: был случай с обработкой крупных деталей для электрических башен. Станок вроде бы мощный, но при работе с большой консолью возникли вибрации. Проблема оказалась не в самом станке, а в недостаточной жёсткости крепления заготовки и в выбранной стратегии реза. Пришлось снизить скорость и изменить последовательность операций. Это типичный пример, когда теория ?чем быстрее, тем лучше? не срабатывает.
Оборудование в деле: от спецификации до результата
Когда выбираешь станок для конкретных задач, например, для регулярной работы с двутавровыми балками, смотришь не на максимальные паспортные характеристики, а на то, как он ведёт себя в середине рабочего диапазона. Устойчивость и точность при длительной работе — вот что критично.
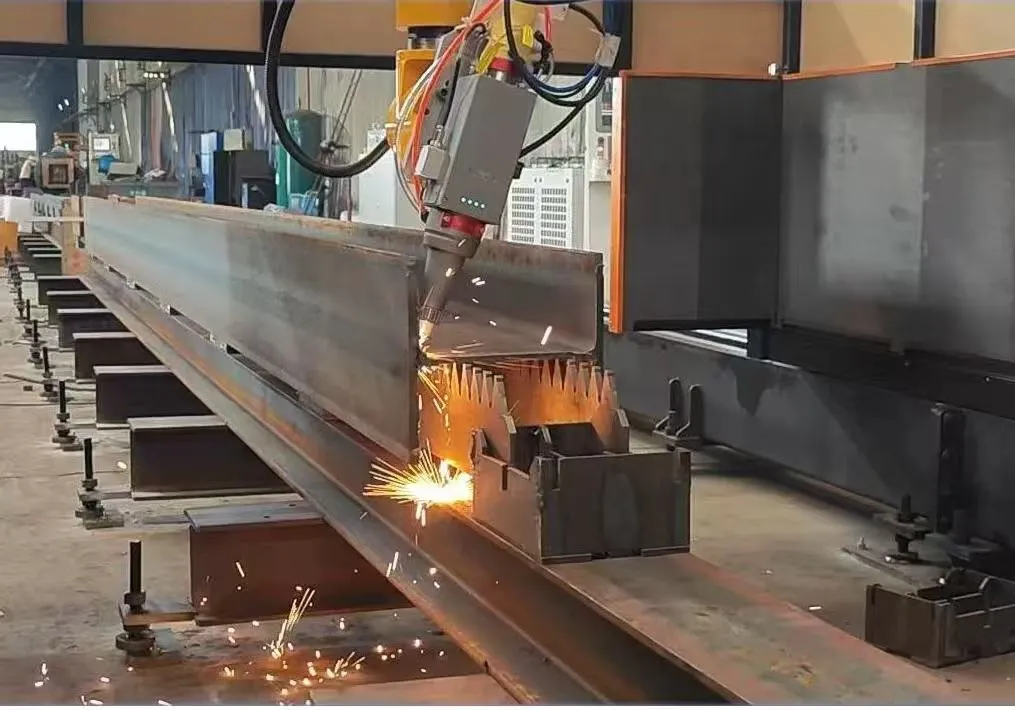
Интересно наблюдать за продукцией некоторых поставщиков, которые целенаправленно развивают это направление. Вот, например, Jinan Safety United Technology and Trade Co., Ltd. (их сайт — safetycnc.ru) как раз фокусируется на повышении качества оборудования для сверления и пробивки как раз таких сложных деталей, как металлическая пластина, угловая сталь или фланец. В их описании виден практический уклон — оборудование для реальных задач в области башен, строительных конструкций или сосудов высокого давления. Это не абстрактные ?высокие технологии?, а вполне конкретные инженерные решения.
Внедряли у себя один из подобных сверлильно-пробивных станков для обработки трубных пластин. Первое время были сложности с оптимизацией программы под наш специфический чертёж — много отверстий разного диаметра в определённом порядке. Стандартный постпроцессор выдавал не самый эффективный путь движения инструмента. Пришлось вручную корректировать код, чтобы минимизировать холостые пробеги. Результат того стоил — время цикла сократилось почти на 15%.
Инструмент и оснастка: без чего скорость бессмысленна
Можно поставить самый быстрый шпиндель, но если используешь старый, уже сто раз переточенный инструмент, о высоком качестве поверхности или точности отверстий можно забыть. Особенно это чувствуется при обработке кромок — появляются заусенцы, требующие дополнительной операции.
Система крепления инструмента — отдельная тема. Гидравлические патроны или системы с механическим зажимом показывают себя по-разному в условиях высокой скорости. Вибрация — главный враг. Порой приходится балансировать не только сам инструмент, но и держатель. Это та самая ?мелочь?, на которой спотыкаются многие.
Расходники, такие как фильтры для системы охлаждения или смазочно-охлаждающей жидкости (СОЖ), тоже требуют внимания. Забившийся фильтр подрывает давление в системе, что сразу сказывается на качестве сверления и ведёт к перегреву. График профилактики этих узлов должен быть жёстким.
Будущее: куда двигаться эксплуатационнику
Думаю, что в ближайшее время фокус сместится не на безудержный рост скоростей, а на повышение автономности оборудования. Станки, которые сами могут диагностировать износ инструмента по току шпинделя или вибрации, и вовремя сигнализировать оператору — вот что действительно сэкономит время и ресурсы.
Ещё один пласт — программное обеспечение. Удобный, интуитивный CAM-пакет, который корректно готовит управляющие программы именно для высокоскоростной обработки, порой важнее, чем ?железо?. Потому что даже на отличном станке можно получить посредственный результат из-за неоптимальных траекторий, сгенерированных программой.
В итоге, работа с высокоскоростным ЧПУ — это постоянный баланс. Баланс между паспортными возможностями и реальными условиями цеха, между желанием ускорить процесс и необходимостью сохранить стойкость инструмента, между сложностью настройки и простотой ежедневной эксплуатации. Главный тренд, который я вижу, — это движение к предсказуемости и надёжности каждого цикла, от загрузки заготовки до снятия готовой детали. А скорость — она приложится, когда всё остальное будет отлажено.