+86-13806413610
svetlanaxu@mail.ru








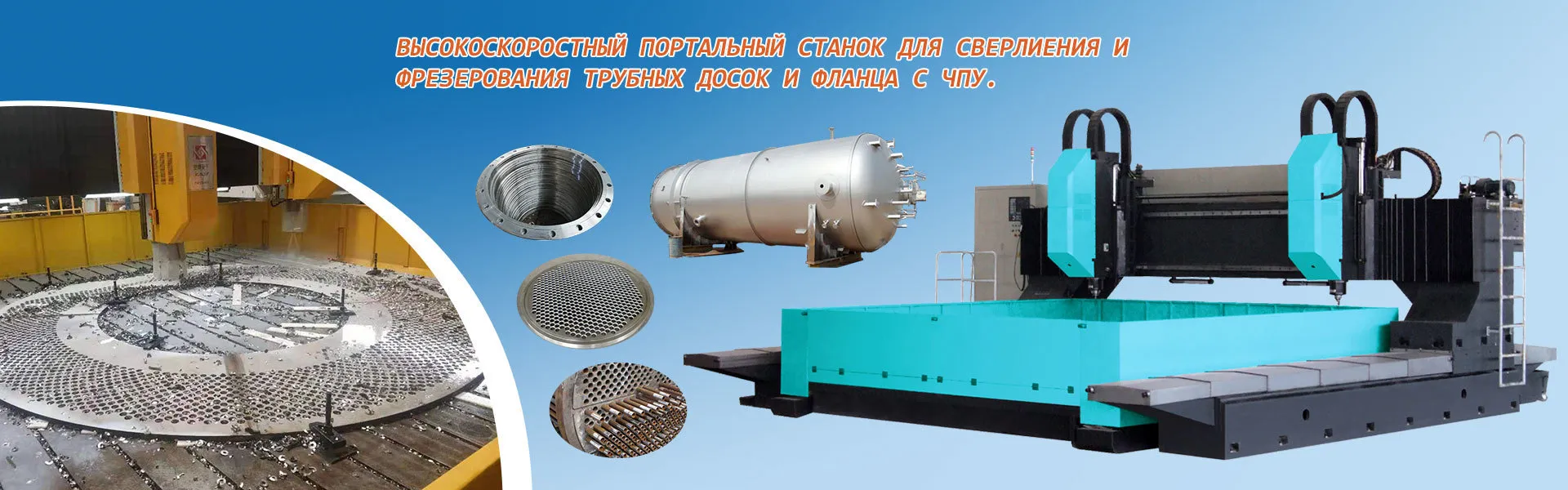


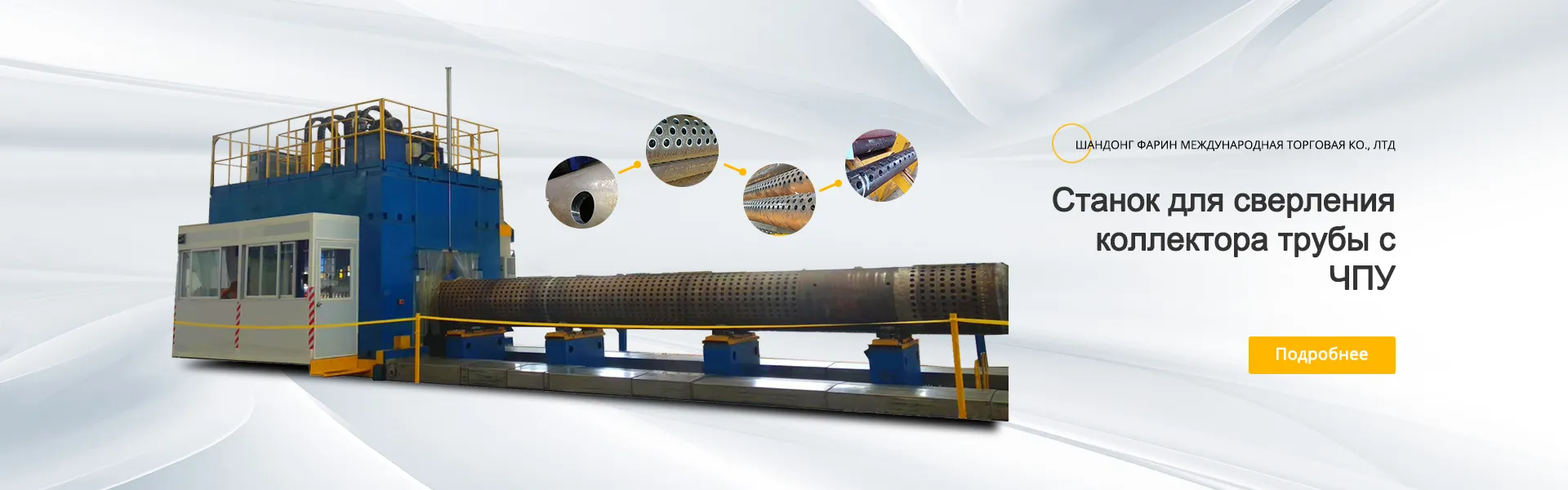
Разработка радиально-сверлильного станка с ЧПУ для 5-осевой обработки цилиндров Ø1250 мм
2026-04-25
Автор: Светлана Сюй
Моб. Но./What’sApp: +86-1380 641 3610, Email: svetlanaxu@mail.ru
Текст:
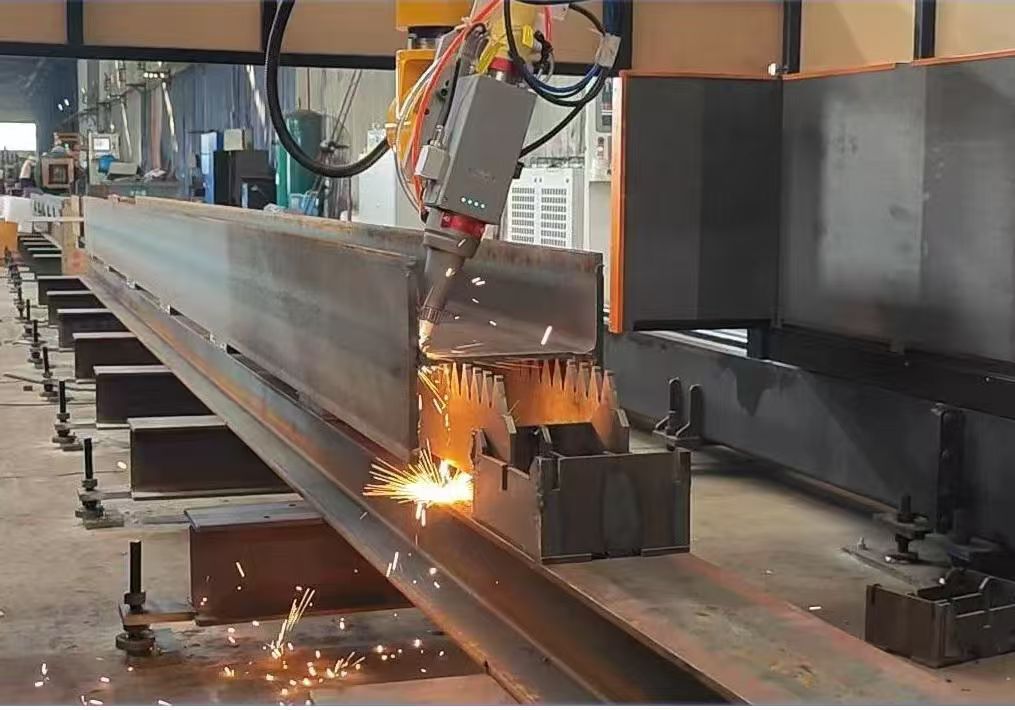
В связи с растущим спросом на крупногабаритные цилиндрические детали в энергетическом, нефтегазовом и химическом машиностроении, особую актуальность приобретает создание радиально-сверлильного станка с ЧПУ для обработки отверстий в цилиндрах диаметром 1250 мм.


Станок для сверления отверстия в коллекторе с ЧПУ относится к классу высокотехнологичных и требует решения ряда сложных задач.
Станок для сверления отверстия в коллекторе с ЧПУ 5-осевая обработка, разработанный нашей компанией , преодолела технические барьеры для обработки трубных отверстий в коллекторах толщиной более 80 мм и диаметром более 1200 мм в котельной промышленности, может автоматически и единовременно завершить обработку скважин, расточных отверстий, шпангоутов, фрезерования и т. Д. Значительно повысить точность и эффективность обработки деталей, сократить цикл подготовки производства.


Главная техническая проблема заключается в противоречии между большими габаритами детали и низкой жёсткостью тонкостенного цилиндра.
Наше решение заключается в следующем:
1. Зажим заготовки: легко деформируется
При традиционном закреплении « один зажим и один торт» подвержен деформации изгиба из – за собственного веса (особенно когда длина большая);
Наш мер решения: Применяются системы сбалансированного зажима «внутренний подпор + наружное обжатие» или бесцанговый фрикционный сервопривод.

2.Шпиндель и обработка: особая форма
Большие цилиндрические отверстия на стенке цилиндра являются сквозной обработкой, обычный трехосный станок не может справиться.
Наш мер решения: необходимо использовать технологию пятиосного соединения для достижения того, чтобы шпиндель всегда был перпендикулярен поверхности (или качался под углом скоса) для фрезерования и расточки.

3.Определение местоположения и измерение: трудности поиска
Большие детали после подъема, чтобы найти положительный полюс занимает много времени, а собственный вес в процессе обработки может привести к деформации, традиционные ручные измерения трудно обеспечить точность в течение всей недели.
Наш мер решения:: Внедрение трехмерного визуального сканирования моделирования позиционирования и настройка компенсации в режиме реального времени для онлайн – измерительной системы.

4. Эффективность обработки: медленный процесс
Чтобы предотвратить флаттер больших тонкостенных деталей, параметры резания обычно консервативны, в сочетании со сложным процессом, время обработки одного отверстия очень велико.
Наш мер решения: Разработка параметризированного программирования, автоматическая оптимизация пути для повышения эффективности.

Решение перечисленных задач позволит автоматизировать изготовление корпусов турбин, барабанов сушилок и крупных фильтров.
Вы в основном фокусируетесь на программе антидеформационного зажима тонкостенных деталей или хотите понять конкретный процесс удаления стружки для глубокой обработки отверстий? Пожалуйста, свяжитесь с нами, и мы можем ознакомить вас с ними по адресу.
Светлана Сюй
Моб. Но./What’sApp: +86-1380 641 3610, Email: svetlanaxu@mail.ru
www.safetycnc.ru
—
JINAN SAFETY -UNITED TECHNOLOGY AND TRADE CO.,LTD
ADD: Room.529,C-building,No.1188 Dianjian Road,Xingquan Commercial Plaza, Licheng District, Jinan city, China
https://www.safetycnc.ru/
Specialist of Drilling and Punching machine for Angle steel, H-Beam and U-Beam, as well plate in China